Составные части сверла. Спиральные сверла. Правила при сверлении металла
По конструкции и назначению сверла подразделяются на ряд видов: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные И Др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Сверла перовые представляют собой простой режущий инструмент (рис. 94, а). Они применяются главным образом в трещотках и ручных дрелях для сверления неответственных отверстий диаметром до 25 мм.
Сверла спиральные с цилиндрическим и коническим хвостовиками (рис. 94, б, в) используются как для ручного сверления, так и при работе на станках (сверлильных, револьверных и др.).
Сверла для глубокого сверления используются на специальных станках для получения точных отверстий малого диаметра. Под глубоким сверлением обычно понимают сверление отверстий, длина которых превышает их диаметр в 5 и более раз.
Центровые сверла (рис. 94, г) служат для получения центровых углублений на обрабатываемых деталях.
Сверла комбинированные позволяют производить одновременную обработку одноосных отверстий (рис. 94, д), а также для одновременного сверления и зен - кования или развертывания отверстий (рис. 94, ё).
Для изготовления сверл, как правило, применяют следующие инструментальные материалы: углеродистую инструментальную сталь марок У10А и У12А, легированные стали: хромистую марки 9Х и хромокремнистую 9ХС; быстрорежущую сталь марок Р9 и
|
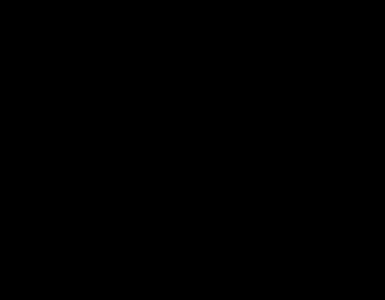
Спинка зуба "Передняя поверхность " Поперечная кромка |

Рис. 95. Элементы спирального сверла
Р18, а также металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6.
Сверла из быстрорежущих сталей делают сварными: рабочую часть - из быстрорежущей стали, а остальную часть - из менее дорогой конструкционной стали. Наиболее распространенными являются спиральные сверла из быстрорежущих сталей.
Элементы и геометрические параметры спирального сверла. Спиральное сверло имеет рабочую часть, шейку, хвостовик для крепления сверла в шпинделе станка и лапку, служащую упором при выбивании сверла из гнезда шпинделя (рис. 95, а). Рабочая часть, в свою очередь, разделяется на режущую и направляющую.
Основной для процесса резания является режущая часть, на которой расположены все режущие элементы сверла. Она состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки (рис. 95, б); перемычки (сердцевины) - средней части сверла, соединяющей оба зуба (пера); двух передних поверхностей, по которым сбегает
стружка, и двух задних поверхностей; двух ленточек, служащих для направления сверла и уменьшения его трения а стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой линии несколько углубленная часть, называемая спинкой зуба.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце, у хвостовика. Разность в величине этих диаметров составляет 0,03-0,12 мм на каждые 100 мм длины сверла.
У сверл, оснащенных пластинками твердых сплавов, обратная конусность принимается от 0,1 до 0,3 мм на каждые 100 мм длины.
К геометрическим параметрам режущей части сверла (рис. 96) относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
Угол при вершине сверла 2ф расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала и колеблется в пределах от 80 до 140°; для сталей, чугунов и твердых бронз 2ср = 116- 118°, для латуней и мягких бронз 2(р = 130°; для легких сплавов дуралюмина, силумин, электрона и баббита 2ф = 140°; для красной меди 2ср = 125°; для эбонита и целлулоида 2<р = 80-90°.
Рис. 96. Геометрические параметры спирального сверла
В целях повышения стойкости сверл диаметром от 12 мм и выше применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, Как при обычной заточке (рис. 96, а), а ломаной линии (рис. 96, б). Основной угол 2ф = 116-118° (для сталей и чугунов), а второй угол 2ф = 70-75°
Угол наклона винтовой канавки обозначается греческой буквой со (омега) (рис. 96, а). С увеличением этого угла процесс резания облегчается, улучшается выход стружки. Однако сверло (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляется. Поэтому у сверл малого диаметра этот угол делается меньшим, чем у сверл большого диаметра.
Угол наклона винтовой канавки должен выбираться в зависимости от свойств обрабатываемого металла. Для обработки, например, красной меди и алюминия этот угол нужно делать равным 35-40° а для обработки стали со = 25° и меньше.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим передний угол у (см. рис. 96, в, сечение Б-Б).
Передний угол у (гамма) в разных точках режущей кромки имеет разную величину: он больше у периферии сверла и заметно меньше у его оси. Так, если у наружного диаметра передний угол у = 25- 30°, то у перемычки он близок к 0° Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний угол сверла а (альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости А- А, параллельной оси сверла (рис. 96, в). Величина заднего угла также изменяется по направлению от периферии к центру сверла: у периферии он равен 8- 12°, а у оси а = 20-26°
Угол наклона поперечной кромки у (пси) для сверл диаметром от 1 до 12 мм колеблется от 47 до 50° (рис. 96, в), а для сверл диаметром свыше 12 мм V = 55°
 Сверла, оснащенные пластинками твердых сплавов, по сравнению со сверлами, изготовленными из сталей, имеют меньшую длину рабочей части, больший диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойко
Сверла, оснащенные пластинками твердых сплавов, по сравнению со сверлами, изготовленными из сталей, имеют меньшую длину рабочей части, больший диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойко
стью и обеспечивают более высокую производительность. Особенно эффективно применение сверл с пластинками твердых сплавов при сверлении и рассверливании чугуна, твердой стали, пластмасс, стекла, мрамора и других твердых материалов.
Сверла, оснащенные пластинками твердых сплавов, выпускаются четырех типов: спиральные с цилиндрическим хвостовиком (рис. 97, а); спиральные с коническим хвостовиком (рис. 97, б), с прямыми канавками и коническим хвостовиком (рис. 97, в) и с косыми канавками и цилиндрическим хвостовиком (рис. 97, г).
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла. Когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит отделение и образование элементов стружки.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, как, например, чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных между собой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различаются следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки (рис. 98).
Рис. 98. Элементы резания: а - при сверлении; б - при рассверливании
Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Скорость резания - это путь, проходимый в направлении главного движения наиболее удаленной от оси инструмента точкой режущей кромки в единицу времени. Принято скорость резания обозначать латинской буквой V и измерять в метрах в минуту. Если известны число оборотов сверла и его диаметр, нетрудно определить скорость резания. Она подсчитывается по общеизвестной формуле
V = -|00- м/мин
Где О - диаметр инструмента (сверла) в мм; п - число оборотов сверла в минуту; я - постоянное число, примерно равное 3,14. Если известны диаметр сверла и скорость резания, то число оборотов п можно вычислить по формуле
П = -- обмин тЮ
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через 50 и измеряется в ии/об. Сверло имеет две главные режущие кромки. Следовательно, величина подачи на одну режущую кромку вычисляется по формуле
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной чистоты и точности обработки, твердости обрабатываемого материала и прочности сверла.
Глубиной резания / при сверлении отверстий является расстояние от стенки отверстия до оси сверла (т. е. радиус сверла). Определяется глубина резания путем деления диаметра просверливаемого отверстия пополам.
При рассверливании (рис. 98, б) глубина резания / определяется как половина разности между диаметром - О сверла и диаметром с1 ранее обработанного отверстия.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза в измеряется вдоль режущей кромки и равна ее длине (рис. 98, а).
Площадь поперечного сечения стружки /, срезаемая обеими режущими кромками сверла, определяется по формуле:
Где 5о - подача в мм/об; t - глубина резания в мм.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла - с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Р0, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Ро при сверлении и крутящий момент зависят от диаметра сверла Д величины подачи и свойств обрабатываемого материала: например, при увеличении диаметра сверла и подачи они также увеличиваются.
Мощность, необходимая для резания при сверлении и рассверливании, складывается из мощности, потребляемой на вращение инструмента, и мощности, потребляемой на подачу инструмента. Однако мощность, необходимая для подачи сверла, чрезвычайно мала по сравнению о мощностью, расходуемой на вращение сверла в процессе резания, и для практических целей ее можно не учитывать.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, т. е. между двумя переточками. Стойкость сверла обычно измеряется в минутах. На стойкость сверла влияют свойства обрабатываемого материала, материал сверла, углы заточки и форма режущих кромок, скорость резания, сечение стружки и охлаждение.
Увеличение твердости обрабатываемого материала понижает стойкость сверла. Объясняется это тем, что твердый материал оказывает большее сопротивление сверлению; при этом возрастают сила трения и количество выделяемого тепла.
На стойкость сверла оказывают влияние также и его размеры: чем массивнее сверло, тем лучше отводит оно тепло от режущих кромок и, следовательно, тем больше его стойкость. Стойкость сверла значительно возрастает при его охлаждении.
В процессе резания при сверлении выделяется большое количество тепла вследствие деформации металла, трения выходящей по канавкам сверла стружки, трения задней поверхности сверла об обрабатываемую поверхность и т. п. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Смазочно-охлаждающая жидкость, смазывая трущиеся поверхности инструмента и детали, значительно уменьшает трение и облегчает тем самым процесс резания. При работе сверлами из инструментальных сталей смазывающе-охлаждающие жидкости применяются в процессе сверления сталей, стального литья, цветных металлов и сплавов, а также частично чутунов. Обычно подача жидкости производится на переднюю поверхность режущего инструмента, в зону стружкообразования, в обильном количестве.
К охлаждающим жидкостям, которыми пользуются при сверлении металлов, относятся мыльная и содовая вода, масляные эмульсии и др.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Сверло – это металлический слесарный режущий инструмент, крайне необходимый для получения аккуратных округлых отверстий разных глубин и диаметров в твердых материалах.
Само по себе сверло в руке человека, конечно, просто инструментальная часть, вручную им воспользоваться банально невозможно. Сверло вставляется в дрель или перфоратор, которые придают сверлу необходимую вращательную силу. В 21 веке весь инструмент уже имеет электрический привод, достаточно легонько нажать на клавишу и двигатель инструмента за секунды обеспечит выполнение поставленной задачи. А когда-то дрели были ручные. Но сейчас не о них. Так вот, сверла способны не только проделать новое отверстие (просверлить/сверление), но и расширить уже существующее (это уже называется рассверлить/рассверливание) либо увеличить глубину (засверлить/засверливание). На этом общая часть о сверлах как бы и заканчивается, потому как название то одно – сверло, но его назначения самые разные, его конструкционные формы, металл изготовления и рабочие материалы, покрытия – это темы для расширенного разговора.
Как природные стихии подразделяются на воду, воздух, землю и огонь, так сверлам подвластны дерево, металл, бетон и стекло. Чтобы твердый материал «победить» и сделать это очень аккуратно, не разрушив ни рабочую поверхность, ни сам инструмент, специально разрабатывались конструкции свёрл под каждый.
Но прежде, чем подробнее рассмотреть эти 4 типа свёрл, сначала стоит коснуться основных параметров, конструкционных видов.
Итак, разновидности сверла по видам и формам:
- сверло ВИНТОВОЕ или спиральное, название говорит само за себя, рабочая часть сверла выполнена в виде двух зубьев, завитых по спирали, вращаясь сверло словно вгрызается в материал, выталкивая на поверхность стружку. Используется чаще всего в быту и при ремонтных работах, имеет длину до 27,5 см, а диаметр сверла разнится от 0,1мм до 8см. Спиральным сверлом можно работать прежде всего по дереву, но не только по нему. Спиральные сверла по дереву, металлу и бетону отличаются прежде всего формой наконечника.

- сверло ПЕРЬЕВОЕ или перовое (перка), название тоже определено формой, это плоское сверло, режущая часть напоминает пику и далее лопатку, предназначено для высверливания глубоких и больших отверстий.

- сверло КОЛЬЦЕВОЕ или корончатое, за счет того, что внутри оно полое, получается высверливать отверстия в виде окружностей или иначе «кольца», их еще называют коронка. Высверливается коронка зубьями, количество которых от 3 до пары десятков, в зависимости от вида сверла, его диаметра.

- сверло ЦЕНТРОВОЧНОЕ это особая группа, применяют для сверления и обработки центровых отверстий в особо прочных материалах, отличаются небольшими показателями длины и диаметров.

- сверло ОДНОСТОРОННЕГО РЕЗАНИЯ применяют для обеспечения особо точного размера, просто идеального. Это сверло режет только одной стороной.

- сверло КОНУСНОЕ применяется для тонких материалов, к примеру листового металла до 4мм или пластика, или гипсокартона. Обеспечивают точность отверстий и заменяют собой целый ряд инструментов (к примеру, ступенчатые сверла), не требуется центрирующий элемент. Наконечник сверла имеет очень острую форму и легко врезается в материал даже повышенной плотности, скорость вращения высока. Конусным сверлом можно не только высверлить новое отверстие, но и отшлифовать старое. А еще конусное сверло возможно применять не только в мощном профессиональном инструменте, но и в портативном, и даже в ручном.

Свёрла ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: выделим подгруппу специальных свёрл, которые необходимы для сверления отверстий большой глубины и серьезных диаметров, к примеру, когда диаметр необходимого отверстия равен 5-7, а то всем десяти диаметрам самого сверла. Это очень трудоёмкий процесс, учитывая объём работы, твёрдость материала, необходимость очистки отверстия выводом стружки из него и охлаждения накаливаемого сверла, при этом соблюсти максимальную точность направления и избежать заклинивания. Эти сверла имеют два винтовых канала либо внутри сверла, либо в припаянных трубках, по которым подается специальная охлаждающая жидкость.
- ПУШЕЧНОЕ (опалубочное, монтажное)
- РУЖЕЙНОЕ (самые совершенные сверла именно для глубинного сверления, но имеют только одну режущую кромку)

- ШНЕКОВОЕ (обеспечивают хорошую очистку от стружки)
- МНОГОКРОМОЧНОЕ (имеет четыре кромочные ленточки)
Хвостовик сверла может иметь форму: цилиндра, конуса, 3-х, 4-х или 6-тигранников или SDS типов
Методы изготовления сверла:
Цельно-металлическое: когда при диаметре до 8мм весь инструмент изготовлен из цельного металлического сырья или из сплавов (тогда до 6мм), но так же цельно. Марки сталей, используемых для этих свёрл Р9, Р9К15, Р18 и называется быстрорежущая сталь.
Сварное: при диаметре инструмента более 8мм используется сварочный метод, который соединяет хвостовую часть из углеродистой стали с режущей частью из стали быстрорежущей.
Для работы по хрупким и невысокой прочности материалам используются сверла с элементами из особо твердых сплавов (пластины, зубья, наконечники...в том числе сборные сверла) и абразивного напыления (алмазная крошка).
Сверла имеют разные формы исполнения, их десятки. Наконечники от очень острого до совершенно тупого Режущие стороны от одной до нескольких. Канавки могут быть винтовыми и прямыми, скошенными и совсем без них. Назначение сверла напрямую зависит от поставленных рабочих задач. К примеру, по форме и размеру требуемого отверстия сверло может быть квадратного, цилиндрического, конического или ступенчатого типов.
Покрытие сверла
Алмазная крошка. Равных им по прочности на планете Земля нет. Самые прочные свёрла хороши при работе с природным камнем, керамогранитом.
TiCN карбонитрид титана
TiAlN титано-алюминиевый нитрид
TiN нитрид-титановое керамическое покрытие тоже достаточно прочное, хоть и уступающее двум собратьям выше, которые продлевают срок эксплуатации инструмента минимум в 5 раз, но все же тройной срок тоже отлично! Точить сверла с такими покрытиями нельзя иначе будет утрачен весь смысл.
Оксидная плёнка. Самый бюджетный вид покрытия, позволяющее сохранять инструмент от коррозии и позволяет избегать перегрева. Срок службы свёрл с оксидным покрытием дольше, чем у простого необработанного сверла.
Сверло по металлу
При работе со сталью, чугуном, цветными металлами используются винтовые (спиральные) свёрла. Сверло врезается в метал и по канавкам выводится стружка. Имея одну форму рабочей поверхности, сверла по металлу отличаются формой хвостовой части или хвостовика. Это может быть и шестигранник, и конус, и цилиндр, от формы зависит способ крепления сверла в инструмент. Отличаются сверла и по качеству металла, которое в некоторых случаях можно оценить даже просто внешне, по цвету свёрл. Непривлекательный серый цвет имеют изделия невысокого качества. Так называемое классическое недорогое сверло
А черный цвет, наоборот, уже говорит о прочности, так как по технологии производства сверло в конце подверглось обработке перегретым паром. А инструмент, обработанный способом отпуска, имеет лёгкий золотой оттенок. Свёрла с явной позолотой покрыты нитридом титана, что делает его в разы дороже простеньких свёрл, но и долговечным за счет снижения показателей трения.

Твердосплавные материалы невозможно «победить» мягким сверлом, соответственно по жаропрочной стали и иным металлам работают твердосплавным сверлом. Не так давно появилось такое отличное конструкционное решение свёрл как ступенчатые. Идеально для тонких листовых материалов. Сверло дает отверстия от 0,4 мм до 3,6см. Купить сверло по металлу в Москве можно в ВоКа групп.
Сверло по дереву
Со сверлом по дереву знаком чуть ли не каждый человек в стране (не беремся судить обо всем мире, но и это похоже на правду). Небольшие и неглубокие дырочки в деревянной плите успешно делают обычные спиральные сверла по металлу с диаметром до 12мм. Но если задача состоит в обеспечении более крупных отверстий, то уже нужна точность и специальный для этого инструмент из легированной и углеродистой стали (по металлу эти марки стали не работают). ВоКа групп предлагает сверла по дереву:
Сверло спиральное по дереву обеспечивает аккуратные отверстия малого и среднего диаметров (если брать сверло по металлу, то отверстие получится не столь аккуратным, с шероховатостями)
Сверло винтовое или витое обеспечит достаточно глубокое и очень гладкое отверстие за счет острой кромки и вывода стружки по типу шнека.
Сверло перьевое обеспечивает отверстия диаметром до 25мм и там, где допустимы неаккуратность и относительная неточность. Но цена этого сверла очень невысока, поэтому оптимальный вариант для многих работ.
Сверло кольцевое или коронка по дереву обеспечивает ровненькие отверстия диаметром до 100мм. Коронки по дереву обычно продаются комплектно, куда входят несколько диаметров коронок и один хвостовик для их насадки, а также центровочное сверло и оправка.

Сверло Форстнера способно обеспечить идеально аккуратное углубление или иначе говоря «глухое отверстие» в деревянной плите и других относительно мягких материалах (ламинат, паркет, ДСП, пластик и др) за счет режущих округлых кромок и внутренних резцов, убирающих стружку и не допускающих сколов. Для центрирования в сверле есть острие. Стоит отметить, что Бенжамин Форстнер создал свё сверло более 120 лет назад и с тех пор оно, конечно же, видоизменилось. Но принцип работы тот же. Современное сверло Форстнера вытащивается из углеродистой стали, имеет очень толстые стенки режущей части, что увеличивает время нагрева при работе и срок эксплуатации инструмента в целом. Сверло Форстнера купить в Москве можно под заказ в Вока групп.

Сверло-долото итли сверло с долбняком применяется по древесине, когда необходимо буквально выдолбить отверстия квадратной или прямоугольной формы.
Сверло по бетону/кирпичу
Чтобы успешно и по возможности максимально комфортно (сильные вибрации отнимают силы) работать комфортно по камню, бетону, кирпичу, то есть поверхностям повышенной плотности и твердости, нужно выбирать сверло с наконечником, усиленным победитом. Он специально напаивается из сплава особого состава. Как основной инструмент используется перфоратор, а сверлится отверстие ударно-вращательно. Отверстия небольшого диаметра сверлятся шнековыми сверлами, наконечник сверла по бетону отличается тупой формой.

А отверстия больших диаметров нужно сверлить коронкой, режущая часть которой оснащена специальными впаянными зубьями твёрдого сплава. Коронка фиксируется в перфоратор и при работе используется режим ударного бурения. Алмазное напыление сверла так же вполне подходит, но уже при безударном режиме с охлаждением водой или сухим бурением .

Название «Победитовое сверло» еще не говорит о том, что все они одинаковы, по качеству в том числе. Победит как и любое сырье различается по маркам. Сплав средней мягкости и вовсе мягкий годны для работ по кирпичу и по бетону, а вот для гранита уже никак не подходит, там нужен победит высокого уровня твердости, ну или как минимум среднего. Купить свёрла по бетону и кирпичу можно в Москве, заказать свёрла в ВоКа групп.
Сверло по стеклу/керамике/керамограниту
Чтобы не разрушить полотно стекла, работать по нему нужно с осторожностью и сверлами типа коронок и копья. Наконечник копьеобразного сверла сделан из карбида вольфрама или из победита. Округлые отверстия успешно высверливают коронки с алмазным напылением. Очень-очень осторожно при уверенности в своих навыках по стеклу можно сверлить и инструментом по бетону, но сверло обязательно должно быть очень острым. Можно купить копьевидное сверло в Москве в ВоКа групп. Купить трубчатое сверло с алмазным напылением можно в Москве в ВоКа групп. Купить коронку по стеклу и плитке можно в Москве в ВоКа групп.

Копьевидное сверло по керамической плитке

Трубчатое сверло с абразивным/алмазным напылением
Кольцевое сверло или коронка по плитке и стеклу имеет в основе ту же форму, что и по бетону и кирпичу, но режущая часть сверла не имеет зубьев, оно имеет ровный край с нанесенным алмазным напылением.

По кафелю работают специальными сверлами – балеринами . Удобно, если в плитке нужно вырезать «окошко» определенного диаметра (выставляется по принципу циркуля). Работать при этом нужно аккуратно, без лишнего давления и на малых оборотах. Купить сверла-балеринки можно в Москве в ВоКа групп.

Сверло универсальное
Есть и такие, да. Для отделочно-ремонтных работ ВоКа групп предлагает купить в Москве свёрла с хитроватой заточкой (её называют универсальной), которые успешно работают и с бетоном, и с алюминием, и со сталью, и с пластиком, и с деревом…их так и называют «сверло-универсал». У него и заточка хитрая, которая, кстати, тоже называется универсальной.

Пресс-служба группы компаний ВоКа
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.

Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.

Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НПТакая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛВ данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДПЭто двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛЭто аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.

Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла - узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки v угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (v=20-30 градусам). Угол наклона поперечной режущей кромки (перемычки) j - острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (j=50-55 градусам).
Угол режущей части (угол при вершине) 2 j - угол между главными режущими кромками при вершине сверла (2 j=118 градусам). Передний угол g - угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла.
По длине режущей кромки передний угол g является величиной переменной. Задний угол a - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла - величина переменная: a=8-14 градусов на периферии сверла и a=20-26 градусов - ближе к центру сверла.
Элементы спирального сверла:
1 - режущая кромка, 2 - передняя поверхность, 3 - задняя поверхность, 4 - поперечная кромка, 5 - канавка, 6 - ленточка
Для сверления дерева, ДСП, мягких и твердых пластиков и металлов подойдет обыкновенное сверло из высокопрочной стали. Для камня, кирпича или бетона - твердосплавное сверло. У таких сверл на наконечнике напаяны пластины из твердых (тверже бетона и камня) сплавов. В качестве такового обычно используется победит - отсюда и название "победитовые сверла".
Победитовые сверла материал не режут, а крошат, поэтому для сверления стены подходят идеально, но для работы по дереву, пластику или стали не годятся. Такие сверла не режут дерево, а рвут его волокна - отверстие получается "лохматым", некрасивым и имеет больший диаметр, чем надо.
Для более твердых материалов (например, гранит) используются сверла с твердыми или средней твердости победитовыми пластинами, а для более мягких материалов (кирпич, мягкий бетон и т.п.) можно использовать сверла с мягкими или средней мягкости пластинами.
Обработка отверстий
Зенкерование. Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Рисунок - а). Припуск под Зенкерование (после сверления) составляет 0,5-3 мм на сторону. Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное, ступенчатое, глухое) и диаметра отверстия и заданной точности обработки.
Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается более тонкая стружка и получаются более точные отверстия, чем при сверлении; он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза превышает подачу при сверлении.
Зенкерование может быть как предварительной (перед развертыванием), так и окончательной операцией. Кроме обработки отверстий зенкеры применяются для обработки торцовых поверхностей. Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (>750 МПа) применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость резания для зенкеров из быстрорежущей стали такая же, как и для сверл.
Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров из быстрорежущей стали. При обработке высокопрочных материалов и литья по корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%.

Развертывание. Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют развертывание. Рисунок - б). Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления.
Перед развертыванием отверстий большего диаметра их предварительно обрабатывают, а торец подрезают. Припуск под развертывание t=0,15-0,5 мм для черновых разверток и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки.
Для того чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки в патроне станка. Подача при развертывании стальных деталей 0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Обеспечение качества обработки при сверлении
Сверление отверстий с параллельными осями
В зависимости от характера производства одновременная обработка этих отверстий производится либо на многошпиндельных станках с регулируемым положением шпинделей, либо многошпиндельными головками, установленными на одно-шпиндельных станках или силовых головках агрегатного станка. При сверлении с применением многошпиндельных головок сверло направляется по кондукторным втулкам, устанавливаемым в кондукторе или в прижимной кондукторной плите. В последнем случае обрабатываемую деталь устанавливают на столе станка в приспособлении, которое ориентируется с многошпиндельной головкой при помощи направляющих колонок.
Сверление боковых отверстий
При обработке на многошпиндельных станках четырех и более отверстий, применение ручной подачи оказывается нерациональным, в виду увеличения осевых усилий и неравномерности подач. В связи с этим получили распространение специальные многопозиционные станки с пневмогидравлическим приводом. На таком станке возможна обработка деталей, имеющих радиально расположенные отверстия в различных по высоте плоскостях Переналадка станка заключается в смене кондуктора, зажимных цанг, сверл и установке сверлильных головок под соответствующим углом.
Быстрая переналадка, небольшие потери времени, совмещение машинного времени при сверлении дают возможность применять этот станок в условиях серийного и даже мелкосерийного производства.
В наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью обработанной поверхности. Все перечисленные способы относятся к осевой обработке, т.е. к лезвийной обработке с вращательным главным движением резания при постоянном радиусе его траектории и движении подачи только вдоль оси главного движения резания.
Сверление - основной способ обработки отверстий в сплошном материале заготовок. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечное сечение имеет форму овала, а продольное - небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10...20 мм разбивка составляет 0,15...0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка.
Сверление отверстий без дальнейшей их обработки проводят тогда, когда необходимая точность размеров лежит в пределах 12... 14-го квалитетов. Наиболее часто сверлением обрабатывают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы (например, метчиком).
Зенкерование - это обработка предварительно просверленных отверстий или отверстий, изготовленных литьем и штамповкой, с целью получения более точных по форме и диаметру, чем при сверлении. Точность обработки цилиндрического отверстия после зенкерования - 10... 11-й квалитеты.
Развертывание - это завершающая обработка просверленных и зенкерованных отверстий для получения точных по форме и диаметру цилиндрических отверстий (6...9-й квалитеты) с малой шероховатостью Ra 0,32... 1,25 мкм.
Сверла предназначаются для сверления сквозных или глухих отверстий в деталях, обрабатываемых на сверлильных, токарно-револьверных и некоторых других станках. В зависимости от конструкции и назначения различают следующие сверла:
Рис. 2.22. Спиральные сверла:
а и б - элементы спирального сверла соответственно с коническим и цилиндрическим хвостовиками; в - кромки и поверхности спирального сверла; 1 - рабочая часть; 2 - шейка; 3 - хвостовик; 4 - лапка; 5 - режущая часть; 6 - поводок; 7 - зуб; 8 - винтовая канавка; 9 - поперечная кромка; 10 - кромка ленточки; 11 - спинка зуба

Рис. 2.23. Углы спирального сверла:
α - задний угол; γ - передний угол; Ψ - угол наклона поперечной режущей кромки; ω - угол наклона винтовой канавки; 2φ - угол при вершине; 1 - задняя поверхность; 2 - передняя поверхность; 3 - режущая кромка

Рис. 2.24. Формы заточки спиральных сверл:
а - обыкновенная; б - двойная: 1 - главная режущая кромка; 2 - поперечная режущая кромка; 3 - вспомогательная режущая кромка; 2φ - главный угол при вершине сверла; 2φ 0 - вспомогательный угол при вершине сверла; Z 0 - ширина зоны второй заточки; в - подточка поперечного лезвия и ленточки; г - подточка ленточки: f - ширина ленточки
- спиральные с цилиндрическим и коническим хвостовиками, предназначенные для сверления стали, чугуна и других конструкционных материалов;
- оснащенные пластинками из твердых сплавов, предназначенные для обработки деталей из чугуна (особенно с литейной коркой) и очень твердой и закаленной стали;
- глубокого сверления (одно- и двустороннего резания), используемые при сверлении отверстий, длина которых превышает диаметр в пять раз и более;
- центровочный инструмент (центровочные сверла и зенковки), предназначенный для обработки центровых отверстий обрабатываемых деталей.
Спиральное сверло и элементы его рабочей части приведены на рис. 2.22.
Углы и формы заточки спирального сверла показаны на рис. 2.23 и 2.24. Формы заточек сверл выбирают в зависимости от свойств обрабатываемых материалов и диаметра сверла.
Для повышения стойкости сверла и производительности обработки производят двойную заточку сверла под углами 2φ = 116...118° и 2φ 0 = 70...90° (рис. 2.24, б).Подточка поперечной кромки (рис. 2.24, в) и ленточки сверла (рис. 2.24, г) облегчает процесс сверления отверстий. Подточка поперечной кромки снижает осевую силу, а подточка ленточки уменьшает трение ленточек о стенки отверстия и повышает стойкость сверл.
При подточке длина поперечной кромки уменьшается до 50 %. Обычно производится подточка сверл диаметром более 12 мм, а также после каждой переточки сверла.
В зависимости от обрабатываемого материала углы при вершине сверл выбирают по табл. 2.10, а задние и передние углы - по табл. 2.11.
Для сверления заготовок из чугуна и цветных металлов применяют твердосплавные сверла. Эти сверла из-за нестабильности работы редко применяют при сверлении заготовок из сталей.
Сверла диаметром от 5 до 30 мм оснащают пластинами или коронками из твердого сплава. Недостатками конструкции сверл с припаиваемой пластиной из твердого сплава являются ослабление корпуса инструмента и расположение места, где припаивается пластина, в зоне резания, т. е. в зоне высоких температур. Сверла с припаянными встык коронками из твердого сплава лишены этих недостатков.
Таблица 2.10. Углы при вершине сверла

Таблица 2.11. Задние и передние углы сверла

Примечания. 1. Задние углы даны для точек режущей кромки, расположенных на наибольшем диаметре сверла d max .
2. При расчете угла γ принимают d r = d max .
Для успешной работы твердосплавных сверл необходимо обеспечить их повышенную прочность и жесткость по сравнению со сверлами из быстрорежущей стали, это достигается увеличением сердцевины до 0,25 диаметра сверла.
Зенкеры предназначены для обработки литых, штампованных и предварительно просверленных цилиндрических отверстий с целью улучшения чистоты поверхности и повышения их точности или для подготовки их к дальнейшему развертыванию.
Зенкеры применяют для окончательной обработки отверстий с допуском по 11... 12-му квалитетам и обеспечивают параметр шероховатости Rz 20...40 мкм.
Конструктивно зенкеры выполняют хвостовыми цельными, хвостовыми сборными с вставными ножами, насадными цельными и насадными сборными. Зенкеры изготовляют из быстрорежущей стали или с пластинами твердого сплава, напаиваемыми на корпус зенкера или корпус ножей у сборных конструкций. Хвостовые зенкеры (подобно сверлам) крепят с помощью цилиндрических или конических хвостовиков, насадные зенкеры имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе.
Зенкер (рис. 2.25, а) состоит из рабочей части l, шейки l 3 , хвостовика l 4 и лапки е. Рабочая часть зенкера имеет режущую l 1 и калибрующую l 2 части.
Зенкеры имеют три, четыре, а иногда шесть режущих зубьев, что способствует лучшему по сравнению со сверлами направлению их в обрабатываемом отверстии и повышает точность обработки.

Рис. 2.25. Зенкер:
а - элементы зенкера: l - рабочая часть; l 1 - режущая часть; l 2 - калибрующая часть; l 3 - шейка; l 4 - хвостовик; е - лапка; б - режущая часть зенкера: α - задний угол; γ - передний угол; φ - угол главной режущей кромки; ω - угол наклона канавки зенкера; t - глубина резания; b - режущая кромка: φ 1 - угол вспомогательной режущей кромки
Зенкеры из быстрорежущей стали изготовляют хвостовыми цельными диаметром 10...40 мм, хвостовыми сборными с вставными ножами диаметром 32...80 мм или насадными сборными диаметром 40... 120 мм.
Зенкеры, оснащенные твердосплавными пластинами, могут быть составными и сборными. Составные хвостовые зенкеры имеют диаметры 14...50 мм, насадные - 32...80 мм, насадные сборные - 40... 120 мм.
Таблица 2.12. Передние углы зенкеров

Угол наклона винтовой канавки (рис. 2.25, б) зенкеров общего назначения ω = 10...30°. Для обработки твердых металлов берут меньшие, а для мягких - большие значения углов. Для чугуна угол ω= 0°. Для отверстий с прерывистыми стенками независимо от свойств обрабатываемого металла ω= 20...30°. Передний угол зенкеров у выбирают по табл. 2.12. Задний угол α зенкера на периферии равен 8... 10°. Угол при вершине φ выбирают по табл. 2.13.
Таблица 2.13. Угол режущей части (заборного конуса) зенкера
Угол наклона винтовой канавки ω зенкера при обработке деталей из стали, чугуна и бронзы равен 0°. Для усиления режущей кромки на зенкерах с пластинками из твердых сплавов со выбирают положительным и равным 12... 15°.
Ленточки вдоль края винтовой канавки на калибрующей части служат для направления зенкера. Ширина ленточки f= 0,8... 2,0 мм. Для повышения стойкости зенкера длину ленточки подтачивают на 1,5...2 мм (так же, как у сверла).
Развертка - осевой режущий инструмент - предназначена для предварительной и окончательной обработки отверстий с точностью, соответствующей 6... 11-му квалитетам, и шероховатостью поверхности Ra 2,5 ...0,32 мкм.
Основные элементы развертки даны на рис. 2.26, а. Развертки подразделяются:
- по типу обрабатываемых поверхностей - на цилиндрические и конические;
- способу применения - на ручные и машинные;
- методу крепления на станке - на хвостовые и насадные;
- инструментальному материалу режущей части - на быстрорежущие и оснащенные твердым сплавом;
- конструктивным признакам - на цельные, изготовленные из одного инструментального материала; составные неразъемные со сварными хвостовиками; составные неразъемные с припаянными пластинками из твердого сплава и составные разъемные с вставными ножами.
Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы инструмента.
Стандартные развертки имеют прямые канавки, т.е. угол наклона канавок ω = 0°. Для уменьшения шероховатости обработанной поверхности, а также для развертывания отверстий с пазами применяют развертки с винтовыми канавками, имеющими наклон, обратный направлению рабочего вращения. Для разверток с винтовыми канавками угол ω приведен в табл 2.14.
Таблица 2.14. Угол наклона ω для разверток с винтовыми канавками

Угол конуса заборной части φ развертки (рис. 2.26, б) выбирают по табл. 2.15.
Таблица 2.15. Угол конуса заборной части разверток

Задний угол α (рис. 2.26, в) берется равным 15°, большие величины а принимают для разверток малых размеров. Задний угол на калибрующей части равен 0°.

Рис. 2.26. Развертка:
а - элементы развертки: t 1 - рабочая часть; t 2 - режущая часть; t 3 - калибрующая часть; t 4 - шейка; t 5 - хвостовик; е - квадрат; 1 - направляющий конус; 2 - цилиндрическая часть; 2φ - угол заборного конуса; б - элементы режущей части развертки: 1 - 2 - поверхность направляющего конуса; 2 - 3 - режущая часть; φ - угол главной режущей кромки; в - зубья развертки в поперечном сечении: 1 - режущая часть; 2 - калибрующая часть; 3 - ленточка; 4 - угол спинки; α - задний угол; γ - передний угол; г - элементы резания разверткой и обозначение поверхностей на обрабатываемой детали: t - глубина резания; а - толщина стружки; b - ширина стружки; S 0 - подача на оборот; d - диаметр развернутой поверхности; 1 - развернутая поверхность; 2 - поверхность резания; 3 - развертываемая поверхность
Для чистовых разверток при резании хрупких металлов передний угол γ равен 0° (см. рис. 2.26, в), для черновых - γ = 8°, у котельных разверток γ= 12... 15°, у разверток с пластинами из твердых сплавов γ берется от 0 до -5°.
Метчики предназначены для образования резьбы в отверстиях. Рассмотрим метчики, образующие профиль резьбы путем снятия стружки и установленные на сверлильных, токарно-револьверных и других станках. Конструктивные элементы и профиль резьбы метчика показаны на рис. 2.27.

Рис. 2.27. Конструктивные элементы и профиль резьбы метчика:
а - основные части: l 1 - режущая часть; l 2 - направляющая часть; l - рабочая часть; 1 - центровые отверстия; 2 - канавки; 3 - сердцевина; 4 - зуб; 2φ - угол конуса режущей части; φ - угол конуса; б - профиль резьбы: 1 - вершина резьбы; 2 - профиль резьбы; 3 - основание резьбы; Р - шаг резьбы; ψ - угол резьбы; t - глубина резьбы; d 1 - внутренний диаметр; d ср - средний диаметр; d 0 - наружный диаметр; d 2 - диаметр сердцевины; φ - угол конуса
Стружечные канавки, пересекая резьбовые витки, образуют зубья метчика; каждый зуб представляет собой многониточный резьбовой резец. Резцы режущей части имеют главные кромки, которые располагаются на конусе, и вспомогательные кромки, которые являются частью резьбового профиля.
Число резцов z 1 режущей части определяется по формуле
где l 1 - длина режущей части, мм; z - число зубьев метчика; Р - шаг резьбы, мм.
Направляющая часть l 2 в резании не участвует, а служит для самоподачи (ввинчивания) метчика и является резервом при переточках.
Для уменьшения трения и устранения защемления резьбовых витков на направляющей части метчика резьбу выполняют с обратной конусностью, т.е. диаметры d, d ср и d 1 измеренные у хвостовика, на 0,02...0,005 мм меньше одноименных диаметров на режущей части (рис. 2.27, б). Для облегчения входа метчика в отверстие под резьбу диаметр d 2 переднего торца метчика на 0,1... 0,3 мм меньше внутреннего диаметра резьбы d 1
Величину угла в плане φ рассчитывают по формуле
tgφ = (d - d 1)/(2l 1).
Углы зубьев режущей l 1 и направляющей l 2 частей метчика (см. рис. 2.27, а) показаны на рис. 2.28. По способу получения задних поверхностей метчики относятся к затылованному инструменту.

Рис. 2.28. Углы зубьев режущей и направляющей частей метчика:
1 - направляющая часть; 2 - режущая часть; γ - передний угол; η - задний угол; α - задний угол; К - величина падения затылка
Задний угол а режущей части измеряют в плоскости, перпендикулярной оси вращения метчика, между касательными к окружности и задней поверхности.
Метчики из быстрорежущей стали изготовляют со шлифованным профилем резьбы, метчики из углеродистой стали делают без шлифования профиля резьбы.
Передние углы режущей и направляющей частей измеряют в плоскости, перпендикулярной оси вращения метчика между касательной к передней поверхности и прямой, проходящей через ось вращения и рассматриваемую точку кромки метчика.
Б.И. Черпаков, Т.А. Альперович. "Металлорежущие станки".