Спиральное сверло – универсальный инструмент для любых отверстий. Сверло спиральное: описание, применение Конструктивные элементы спирального сверла
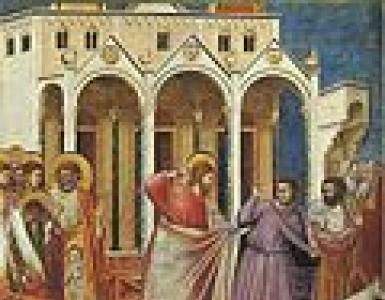
Сверло состоит из рабочей части 1 , шейки 3 , хвостовика 4 илапки5 предназначенной для обеспечения удаления сверла из шпинделя (рис. 2.4). Конический или цилиндрический хвостовик 4 служит для закрепления сверла на станке. Шейка сверла – промежуточная часть между хвостовиком и рабочей частью сверла. В связи с особенностями технологии изготовления сверла, шейка имеет меньший диаметр, чем рабочая часть. Последняя состоит из режущей 2 и направляющей части 16 и имеет две винтовые стружечные канавки 9 , по которым транспортируется стружка из обрабатываемого отверстия.
Рис. 2.4. Части и элементы спирального сверла:
1 – рабочая часть; 2 – режущая часть; 3 – шейка; 4 – хвостовик; 5 – лапка; 6 – зуб; 7 – поперечная кромка; 8 – поводок; 9 – стружечная канавка; 10 – главная задняя поверхность; 11 – главные режущие кромки; 12 – ленточка (вспомогательная задняя поверхность); 13 – кромка ленточки (вспомогательная режущая кромка); 14 – передняя поверхность; 15 – спинка зуба; 16 – направляющая часть.
Винтовые стружечные канавки 9 разделяют рабочую часть сверла на два зуба (пера). Так как перья сверла должны быть соединены, то между ними вдоль оси сверла имеется сердцевина. Ее размер соответствует окружности, касательной к поверхности канавок. Направляющая часть обеспечивает движение сверла в обрабатываемом отверстии и служит резервом для образования режущей части при переточках сверла. Направляющая часть сверла для уменьшения трения соприкасается с отверстием только по отшлифованным винтовым ленточкам 12 , которые расположены по краю винтовой стружечной канавки. Остальная часть зуба сверла имеет меньший диаметр и с обработанным отверстием не соприкасается. Ленточка шлифуется по окружности.
На поверхности винтовых стружечных канавок образуется и транспортируется стружка, т.е. они являются передними поверхностями 14 сверла.
Торец сверла на режущей части затачивают, образуя главные задние поверхности 10 , обращенные в процессе обработки к поверхности резания. Задние поверхности могут быть оформлены частью конической, линейчатой, эвольвентой, винтовой, плоской и другими поверхностями. Вспомогательными задними поверхностями являются наружные поверхности круглошлифованных ленточек 12 . Это часть конической поверхности с очень малой конусностью, ось которой совпадает с осью сверла. Передние поверхности 14 винтовых канавок, пересекаясь с главными задними поверхностями 10 , образуют главные режущие кромки 11 , а пересекаясь со вспомогательными задними поверхностями (ленточками 12 ) – вспомогательные режущие кромки 13 . Так как в сверле имеется сердцевина, то при пересечении двух главных задних поверхностей 10 образуется поперечная кромка или перемычка 7 (рис. 2.4).
Одним из главных конструктивных элементов сверла является наружный диаметр D - δ , имеющий минусовой допуск, что связано с разбивкой при сверлении отверстия. Допуск δ= -0,015…-0,074 принимается в зависимости от диаметра сверла D =1…80мм.
Наиболее многочисленной является группа спиральных сверл.
Спиральное сверло (рис. 2.2) представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов. Наклон канавок к оси сверла составляет 10–45º. Рабочий конец сверла имеет конусообразную форму. На образующих конуса лежат две симметрично расположенные относительно оси сверла режущие кромки. Хвостовик нужен для закрепления сверла. Спиральные сверла делают с цилиндрическими или коническими хвостовиками.
Рис.2.2 Спиральное сверло с коническим хвостовиком
По точности изготовления они делятся на:
сверла общего назначения;
сверла точного исполнения.
Размерный ряд спиральных сверл начинается с малоразмерных сверл диаметром от 0,1 до 1,5 мм по ГОСТ 8034 с утолщенным цилиндрическим хвостовиком. Вследствие малых размеров этих сверл оправдано их изготовление целиком из быстрорежущих сталей Р6М3 и Р6М5К5 с твердостью рабочей части до 60 – 62 НRC.
Для обработки труднообрабатываемых материалов изготавливают цельные твердосплавные сверла диаметром от 0,6 до 1,0 мм из сплавов ВК10М, ВК15М. Стойкость спиральных сверл с твердосплавной рабочей частью в 20-30 раз выше стойкости обычных быстрорежущих сверл. Начиная с диаметра 1,5 мм твердосплавные сверла выполняют сборными по ГОСТ 17273. Рабочую твердосплавную часть этих сверл припаивают к хвостовику из стали 45. По ГОСТ 10902 и ГОСТ 4010 спиральные сверла изготавливают из быстрорежущих сталей типа Р12, Р6М3, для обработки конструкционных сталей и для сверления труднообрабатываемых материалов. Такие сверла имеют твердость 63-65 HRC. Быстрорежущие сверла выполняются как с правым, так и с левым направлением винтовых канавок. Спиральные сверла диаметром более 8 мм в целях экономии изготавливают сварными с рабочей частью из быстрорежущей стали и хвостовиком из конструкционной стали. Сверла с пластинками из твердого сплава по ГОСТ 5756 закрепляют в корпусе пайкой. По ГОСТ 6647 выполняются сверла с внутренним подводом охлаждающей жидкости для сверления труднообрабатываемых материалов.
Перовые сверла
Перовые (рис. 2.1 г), или, как их еще называют, ложечные, сверла отличаются простотой конструкции (представляют собой заострённую пластинку с весьма несовершенной формой рабочей части). В зависимости от того, какова форма заточки режущих кромок, различают односторонние и двусторонние перовые сверла. Все они имеют плоскую режущую часть с двумя режущими кромками, расположенными симметрично относительно оси сверла и образующими угол резания в 45, 50, 75, 90º. Недостаток таких сверл состоит в том, что отсутствует автоматический отвод стружки при сверлении, что портит режущие кромки и вынуждает часто вынимать сверло из просверливаемого отверстия. Кроме того, перовые сверла в процессе работы теряют направление и уменьшаются в диаметре при переточке.
Кольцевые сверла
Сквозные отверстия диаметром свыше 80 мм получают сверлами кольцевого сверления (рис. 2.1 з). Ими вырезается только кольцевая полость, а в центре остается стержень, который удаляется после окончания сверления. В дальнейшем стержень можно использовать в качестве заготовки.
Сверло – это металлический слесарный режущий инструмент, крайне необходимый для получения аккуратных округлых отверстий разных глубин и диаметров в твердых материалах.
Само по себе сверло в руке человека, конечно, просто инструментальная часть, вручную им воспользоваться банально невозможно. Сверло вставляется в дрель или перфоратор, которые придают сверлу необходимую вращательную силу. В 21 веке весь инструмент уже имеет электрический привод, достаточно легонько нажать на клавишу и двигатель инструмента за секунды обеспечит выполнение поставленной задачи. А когда-то дрели были ручные. Но сейчас не о них. Так вот, сверла способны не только проделать новое отверстие (просверлить/сверление), но и расширить уже существующее (это уже называется рассверлить/рассверливание) либо увеличить глубину (засверлить/засверливание). На этом общая часть о сверлах как бы и заканчивается, потому как название то одно – сверло, но его назначения самые разные, его конструкционные формы, металл изготовления и рабочие материалы, покрытия – это темы для расширенного разговора.
Как природные стихии подразделяются на воду, воздух, землю и огонь, так сверлам подвластны дерево, металл, бетон и стекло. Чтобы твердый материал «победить» и сделать это очень аккуратно, не разрушив ни рабочую поверхность, ни сам инструмент, специально разрабатывались конструкции свёрл под каждый.
Но прежде, чем подробнее рассмотреть эти 4 типа свёрл, сначала стоит коснуться основных параметров, конструкционных видов.
Итак, разновидности сверла по видам и формам:
- сверло ВИНТОВОЕ или спиральное, название говорит само за себя, рабочая часть сверла выполнена в виде двух зубьев, завитых по спирали, вращаясь сверло словно вгрызается в материал, выталкивая на поверхность стружку. Используется чаще всего в быту и при ремонтных работах, имеет длину до 27,5 см, а диаметр сверла разнится от 0,1мм до 8см. Спиральным сверлом можно работать прежде всего по дереву, но не только по нему. Спиральные сверла по дереву, металлу и бетону отличаются прежде всего формой наконечника.

- сверло ПЕРЬЕВОЕ или перовое (перка), название тоже определено формой, это плоское сверло, режущая часть напоминает пику и далее лопатку, предназначено для высверливания глубоких и больших отверстий.

- сверло КОЛЬЦЕВОЕ или корончатое, за счет того, что внутри оно полое, получается высверливать отверстия в виде окружностей или иначе «кольца», их еще называют коронка. Высверливается коронка зубьями, количество которых от 3 до пары десятков, в зависимости от вида сверла, его диаметра.

- сверло ЦЕНТРОВОЧНОЕ это особая группа, применяют для сверления и обработки центровых отверстий в особо прочных материалах, отличаются небольшими показателями длины и диаметров.

- сверло ОДНОСТОРОННЕГО РЕЗАНИЯ применяют для обеспечения особо точного размера, просто идеального. Это сверло режет только одной стороной.

- сверло КОНУСНОЕ применяется для тонких материалов, к примеру листового металла до 4мм или пластика, или гипсокартона. Обеспечивают точность отверстий и заменяют собой целый ряд инструментов (к примеру, ступенчатые сверла), не требуется центрирующий элемент. Наконечник сверла имеет очень острую форму и легко врезается в материал даже повышенной плотности, скорость вращения высока. Конусным сверлом можно не только высверлить новое отверстие, но и отшлифовать старое. А еще конусное сверло возможно применять не только в мощном профессиональном инструменте, но и в портативном, и даже в ручном.

Свёрла ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: выделим подгруппу специальных свёрл, которые необходимы для сверления отверстий большой глубины и серьезных диаметров, к примеру, когда диаметр необходимого отверстия равен 5-7, а то всем десяти диаметрам самого сверла. Это очень трудоёмкий процесс, учитывая объём работы, твёрдость материала, необходимость очистки отверстия выводом стружки из него и охлаждения накаливаемого сверла, при этом соблюсти максимальную точность направления и избежать заклинивания. Эти сверла имеют два винтовых канала либо внутри сверла, либо в припаянных трубках, по которым подается специальная охлаждающая жидкость.
- ПУШЕЧНОЕ (опалубочное, монтажное)
- РУЖЕЙНОЕ (самые совершенные сверла именно для глубинного сверления, но имеют только одну режущую кромку)

- ШНЕКОВОЕ (обеспечивают хорошую очистку от стружки)
- МНОГОКРОМОЧНОЕ (имеет четыре кромочные ленточки)
Хвостовик сверла может иметь форму: цилиндра, конуса, 3-х, 4-х или 6-тигранников или SDS типов
Методы изготовления сверла:
Цельно-металлическое: когда при диаметре до 8мм весь инструмент изготовлен из цельного металлического сырья или из сплавов (тогда до 6мм), но так же цельно. Марки сталей, используемых для этих свёрл Р9, Р9К15, Р18 и называется быстрорежущая сталь.
Сварное: при диаметре инструмента более 8мм используется сварочный метод, который соединяет хвостовую часть из углеродистой стали с режущей частью из стали быстрорежущей.
Для работы по хрупким и невысокой прочности материалам используются сверла с элементами из особо твердых сплавов (пластины, зубья, наконечники...в том числе сборные сверла) и абразивного напыления (алмазная крошка).
Сверла имеют разные формы исполнения, их десятки. Наконечники от очень острого до совершенно тупого Режущие стороны от одной до нескольких. Канавки могут быть винтовыми и прямыми, скошенными и совсем без них. Назначение сверла напрямую зависит от поставленных рабочих задач. К примеру, по форме и размеру требуемого отверстия сверло может быть квадратного, цилиндрического, конического или ступенчатого типов.
Покрытие сверла
Алмазная крошка. Равных им по прочности на планете Земля нет. Самые прочные свёрла хороши при работе с природным камнем, керамогранитом.
TiCN карбонитрид титана
TiAlN титано-алюминиевый нитрид
TiN нитрид-титановое керамическое покрытие тоже достаточно прочное, хоть и уступающее двум собратьям выше, которые продлевают срок эксплуатации инструмента минимум в 5 раз, но все же тройной срок тоже отлично! Точить сверла с такими покрытиями нельзя иначе будет утрачен весь смысл.
Оксидная плёнка. Самый бюджетный вид покрытия, позволяющее сохранять инструмент от коррозии и позволяет избегать перегрева. Срок службы свёрл с оксидным покрытием дольше, чем у простого необработанного сверла.
Сверло по металлу
При работе со сталью, чугуном, цветными металлами используются винтовые (спиральные) свёрла. Сверло врезается в метал и по канавкам выводится стружка. Имея одну форму рабочей поверхности, сверла по металлу отличаются формой хвостовой части или хвостовика. Это может быть и шестигранник, и конус, и цилиндр, от формы зависит способ крепления сверла в инструмент. Отличаются сверла и по качеству металла, которое в некоторых случаях можно оценить даже просто внешне, по цвету свёрл. Непривлекательный серый цвет имеют изделия невысокого качества. Так называемое классическое недорогое сверло
А черный цвет, наоборот, уже говорит о прочности, так как по технологии производства сверло в конце подверглось обработке перегретым паром. А инструмент, обработанный способом отпуска, имеет лёгкий золотой оттенок. Свёрла с явной позолотой покрыты нитридом титана, что делает его в разы дороже простеньких свёрл, но и долговечным за счет снижения показателей трения.

Твердосплавные материалы невозможно «победить» мягким сверлом, соответственно по жаропрочной стали и иным металлам работают твердосплавным сверлом. Не так давно появилось такое отличное конструкционное решение свёрл как ступенчатые. Идеально для тонких листовых материалов. Сверло дает отверстия от 0,4 мм до 3,6см. Купить сверло по металлу в Москве можно в ВоКа групп.
Сверло по дереву
Со сверлом по дереву знаком чуть ли не каждый человек в стране (не беремся судить обо всем мире, но и это похоже на правду). Небольшие и неглубокие дырочки в деревянной плите успешно делают обычные спиральные сверла по металлу с диаметром до 12мм. Но если задача состоит в обеспечении более крупных отверстий, то уже нужна точность и специальный для этого инструмент из легированной и углеродистой стали (по металлу эти марки стали не работают). ВоКа групп предлагает сверла по дереву:
Сверло спиральное по дереву обеспечивает аккуратные отверстия малого и среднего диаметров (если брать сверло по металлу, то отверстие получится не столь аккуратным, с шероховатостями)
Сверло винтовое или витое обеспечит достаточно глубокое и очень гладкое отверстие за счет острой кромки и вывода стружки по типу шнека.
Сверло перьевое обеспечивает отверстия диаметром до 25мм и там, где допустимы неаккуратность и относительная неточность. Но цена этого сверла очень невысока, поэтому оптимальный вариант для многих работ.
Сверло кольцевое или коронка по дереву обеспечивает ровненькие отверстия диаметром до 100мм. Коронки по дереву обычно продаются комплектно, куда входят несколько диаметров коронок и один хвостовик для их насадки, а также центровочное сверло и оправка.

Сверло Форстнера способно обеспечить идеально аккуратное углубление или иначе говоря «глухое отверстие» в деревянной плите и других относительно мягких материалах (ламинат, паркет, ДСП, пластик и др) за счет режущих округлых кромок и внутренних резцов, убирающих стружку и не допускающих сколов. Для центрирования в сверле есть острие. Стоит отметить, что Бенжамин Форстнер создал свё сверло более 120 лет назад и с тех пор оно, конечно же, видоизменилось. Но принцип работы тот же. Современное сверло Форстнера вытащивается из углеродистой стали, имеет очень толстые стенки режущей части, что увеличивает время нагрева при работе и срок эксплуатации инструмента в целом. Сверло Форстнера купить в Москве можно под заказ в Вока групп.

Сверло-долото итли сверло с долбняком применяется по древесине, когда необходимо буквально выдолбить отверстия квадратной или прямоугольной формы.
Сверло по бетону/кирпичу
Чтобы успешно и по возможности максимально комфортно (сильные вибрации отнимают силы) работать комфортно по камню, бетону, кирпичу, то есть поверхностям повышенной плотности и твердости, нужно выбирать сверло с наконечником, усиленным победитом. Он специально напаивается из сплава особого состава. Как основной инструмент используется перфоратор, а сверлится отверстие ударно-вращательно. Отверстия небольшого диаметра сверлятся шнековыми сверлами, наконечник сверла по бетону отличается тупой формой.

А отверстия больших диаметров нужно сверлить коронкой, режущая часть которой оснащена специальными впаянными зубьями твёрдого сплава. Коронка фиксируется в перфоратор и при работе используется режим ударного бурения. Алмазное напыление сверла так же вполне подходит, но уже при безударном режиме с охлаждением водой или сухим бурением .

Название «Победитовое сверло» еще не говорит о том, что все они одинаковы, по качеству в том числе. Победит как и любое сырье различается по маркам. Сплав средней мягкости и вовсе мягкий годны для работ по кирпичу и по бетону, а вот для гранита уже никак не подходит, там нужен победит высокого уровня твердости, ну или как минимум среднего. Купить свёрла по бетону и кирпичу можно в Москве, заказать свёрла в ВоКа групп.
Сверло по стеклу/керамике/керамограниту
Чтобы не разрушить полотно стекла, работать по нему нужно с осторожностью и сверлами типа коронок и копья. Наконечник копьеобразного сверла сделан из карбида вольфрама или из победита. Округлые отверстия успешно высверливают коронки с алмазным напылением. Очень-очень осторожно при уверенности в своих навыках по стеклу можно сверлить и инструментом по бетону, но сверло обязательно должно быть очень острым. Можно купить копьевидное сверло в Москве в ВоКа групп. Купить трубчатое сверло с алмазным напылением можно в Москве в ВоКа групп. Купить коронку по стеклу и плитке можно в Москве в ВоКа групп.

Копьевидное сверло по керамической плитке

Трубчатое сверло с абразивным/алмазным напылением
Кольцевое сверло или коронка по плитке и стеклу имеет в основе ту же форму, что и по бетону и кирпичу, но режущая часть сверла не имеет зубьев, оно имеет ровный край с нанесенным алмазным напылением.

По кафелю работают специальными сверлами – балеринами . Удобно, если в плитке нужно вырезать «окошко» определенного диаметра (выставляется по принципу циркуля). Работать при этом нужно аккуратно, без лишнего давления и на малых оборотах. Купить сверла-балеринки можно в Москве в ВоКа групп.

Сверло универсальное
Есть и такие, да. Для отделочно-ремонтных работ ВоКа групп предлагает купить в Москве свёрла с хитроватой заточкой (её называют универсальной), которые успешно работают и с бетоном, и с алюминием, и со сталью, и с пластиком, и с деревом…их так и называют «сверло-универсал». У него и заточка хитрая, которая, кстати, тоже называется универсальной.

Пресс-служба группы компаний ВоКа
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений). Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр.
Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла. Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки. К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.

Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.

Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.

Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.

Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.

Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.

Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.

Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.

Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.

Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.

Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.

Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.

Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.

Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.

Спиральное сверло, состоит из рабочей части 6, шейки 2, хвостовика 4 и лапки 3. В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Точность и шероховатость поверхности, получаемые при сверлении
Диаметр отверстия при сверлении получается несколько больше диаметра сверла. Это объясняется тем, что сверло уводит в сторону от оси отверстия даже при незначительных неправильностях, допущенных при заточке сверла и его установке на станке, а также при неравномерной твердости обрабатываемого материала.
Сверление. Основные типы сверлильных станков и их назначение. Параметры режима резания при сверлении (V, S, t, TO) и последовательность их рационального сочетания.
Сверление – основной технологический способ получения отверстий (сквозных или глухих) в сплошном металле заготовок.
Сверлильные станки предназначены для обработки заготовок осевыми инструментами (свёрла, зенкеры, развёртки, метчики).

За скорость резания (м/мин) при сверлении принимают окружную скорость точки режущей кромки, наиболее удаленной от оси сверла: v = (π*D*n)/1000, где D – наружный диаметр сверла, мм; n – частота вращения сверла, об/мин.
Подача SB (мм/об) равна осевому перемещению сверла за один оборот.
За глубину резания t (мм) при сверлении отверстий в сплошном материале принимают половину диаметра сверла: t = D/2, а при рассверливании t = (D – d)/2, где d – диаметр обрабатываемого отверстия, мм.
Параметры режима резания на фрезерных станках и последовательность определения их рационального.
РАСЧЕТ РАЦИОНАЛЬНЫХ ПАРАМЕТРОВ РЕЖИМА РЕЗАНИЯ


ПАРАМЕТРЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
D – диаметр фрезы
Sz – подача на зуб
t – глубина фрезерования
Y – угол контакта
B – ширина фрезерования
Последовательность расчета рационального режима фрезерования
Зенкерование и развёртывание. Цели зенкерования и развёртывания. Шероховатость и точность отверстий в конструкционных сталях, достигаемые при зенкеровании и развёртывании.Основные части зенкера и развёртки. Параметры режима резания при сверлении и развёртывании.
Зенкерование – технологический способ обработки отверстий, полученных сверлением, литьём, штамповкой, а также обработки торцевых и конусных поверхностей.
Цель зенкерования – повысить точность и чистоту обработанных отверстий и поверхностей.
Точность растёт, а шероховатость падает за счёт:
Большого числа режущих зубьев у зенкера (3…8);
Повышенной жесткости зенкеров;
Самоцентрирования зенкеров при обработки;
Меньшей скорости резания.
Виды зенкерования:
Черновое (предварительное) снятие припуска;
Чистовое (шероховатость Ra 6,3…3,2 мкм).
Стойкость – Т=30…80 мин в зависимости от обрабатываемого материала.
 Развёртывание – технологический способ завершающей обработки просверленных, зенкованных или расточенных отверстий.
Развёртывание – технологический способ завершающей обработки просверленных, зенкованных или расточенных отверстий.
Цель развёртывания – получение точных по форме и диаметру отверстий с малой шероховатостью.
Обеспечивается:
Малым припуском и последующим его снятием;
Большим числом режущих зубьев (8…20);
Малой Vрез и S;
Обильной смазкой.

Стойкость Т=40…100 мин в зависимости от обрабатываемого материала.
ТИПЫ ЗЕНКЕРОВ
а) цельный с коническим хвостовиком;
б) с вставными ножами и цельной державкой с коническим хвостовиком;
в) насадные цельные из быстрорежущих сталей;
г) насадные с пластинками твердого сплава;
д) насадные с вставными ножами;
е) для цилиндрических углублений;
ж) торцевые;
з) для обработки центровых отверстий;
и) для конических углублений
Типы разверток:
А – ручная цилиндрическая:
1 – рабочая часть; 2 – шейка; 3 – хвостовик;
Lн - направляющий конус; Lр - режущая часть;
Lк - калибрующая часть; Lоб - обратный конус.
Б – машинная цельная с коническим хвостовиком.
В – ручная регулируемая (разжимная).
Г – конические под конус Морзе.

1 – черновая; 2 – получистовая; 3 – чистовая.
Конструктивные элементы зенкера:
1 - режущая (заборная), 2 - калибрующая, 3 - рабочая части, 4 - шейка, 5 - хвостовик, 6 - ленточка
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.
Зенкерами обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть выполняет основную работу резания. Калибрующая часть служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По виду обрабатываемых отверстий зенкеры делят на цилиндрические, конические и торцовые. Зенкеры бывают цельные с коническим хвостовиком и насадные.
Развертками окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические и конические развертки. Развертки имеют 6 – 12 главных режущих кромок, расположенных на режущей части с направляющим конусом. Калибрующая часть направляет развертку в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По конструкции крепления развертки делят на хвостовые и насадные.
Протягивание – назначение, преимущества и недостатки. Шероховатость и точность, обеспечиваемая при протягивании в деталях из конструкционных сталей. Основные части протяжек и прошивок. Параметры режима резания при протягивании.
Протягивание – технологический способ обработки заготовок с помощью многолезвийных инструментов: протяжек и прошивок.
Протягиванием обрабатывают сквозные отверстия и наружные поверхности разнообразных форм.
Основные преимущества:
1. Высокая производительность.
2. Высокая точность (JT 7…6).
3. Малая шероховатость (Ra= 0,16 мкм).
4. Возможность упрочнения обработанной поверхности.
Недостатки:
1. Сложность изготовления инструмента.
2. Высокая стоимость инструмента.
3. Горизонтальные протяжные станки занимают большую площадь
ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
КЛАССИФИКАЦИЯ ПРОТЯЖЕК

Принципиальное отличие протягивания от других видов механической обработки заключается в том, что при потягивании отсутствует движение подачи (Ds). Движение подачи заложено в конструкции инструмента.
Размер каждого последующего режущего элемента протяжки больше предыдущего на величину, численно равную Sz – подачи на зуб.
Каждый зуб протяжки в отличии от зуба фрезы только один раз участвует в обработке данной заготовки.
Все протяжки работают на растяжение, так как сила прикладывается к замковой части.
Если сила прикладывается к задней части протяжки, то такой метод обработки называется прошивание, а инструмент – прошивкой.
Прошивка работает на сжатие и продольный изгиб, поэтому прошивку делают короче (200…300 мм)
ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ



ТИПЫ ПРОТЯЖНЫХ СТАНКОВ

Протяжки: по характеру обрабатываемых поверхностей протяжки делят на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают различные замкнутые поверхности, а наружными – полузамкнутые и открытые поверхности различного профиля. По форме различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими, выглаживающими и деформирующими. В первом случае зубья имеют режущие кромки, в двух последних – скругленные, работающие по методу пластического деформирования. Различают также сборные протяжки со вставными ножами, оснащенными пластинками из твердого сплава.
Элементы круглой протяжки: замковая часть (хвостовик) l1 служит для закрепления протяжки в патроне тянущего устройства станка; шейка l2 – для соединения замковой части с передней направляющей частью; передняя направляющая часть l3 вместе с направляющим конусом – для центрирования обрабатываемой заготовки в начале резания. Режущая часть l4 состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя, и предназначена для срезания припуска. Калибрующая часть l5 состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам последнего режущего зуба, и предназначена для придания обработанной поверхности окончательных размеров, необходимой точности и шероховатости. Задняя направляющая часть l6 служит для направления и поддержания протяжки от провисания в момент выхода последних зубьев калибрующей части из отверстия. Для облегчения образования стружки на режущих зубьях выполняют стружкоделительные канавки.
Скорость резания при протягивании – это скорость поступательного движения v протяжки относительно заготовки. Скорость резания лимитируется условиями получения обработанной поверхности высокого качества и ограничивается технологическими возможностями протяжных станков. Обычно v = 8…15 м/мин. Подача при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи sz, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; sz является одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01…0,2 мм/зуб.
69 На зубообрабатывающих станках выполняют обработку фасонных поверхностей различного профиля, равномерно расположенных по окружности, однако преимущественно обрабатывают фасонные поверхности эвольвентного профиля, используемые для профилирования боковых поверхностей зубьев зубчатых колес. Различают два метода получения фасонных профилей, равномерно расположенных по окружности: копирование и обкатку (огибание). Копирование – метод, основанный на профилировании, например, зубьев фасонным инструментом, профиль режущей части которого соответствует профилю впадины нарезаемого зубчатого колеса. В процессе фрезерования впадины между зубьями колеса сообщают фрезе главное вращательное движение, а заготовке – продольную подачу. По окончании фрезерования одной впадины стол отводят в исходное положение и заготовку поворачивают на 1/z части оборота (z – число зубьев нарезаемого зубчатого колеса). Концевыми фрезами нарезают зубчатые колеса больших модулей и шевронные колеса. При использовании инструмента с различным профилем режущей части можно получать детали любого фасонного профиля, равномерно расположенного по окружности. Метод копирования не обеспечивает высокой точности и имеет сравнительно низкую производительность. Обкатка – метод, основанный на зацеплении зубчатой пары: режущего инструмента и заготовки. Различные положения режущих кромок относительно формируемого профиля зубьев на заготовке получают в результате кинематически согласованных вращательных движений инструмента и заготовки на зуборезном станке. Метод обкатки обеспечивает непрерывное формообразование зубьев колеса. Нарезание зубчатых колес этим методом получило преимущественное распространение вследствие высокой производительности и значительной точности обработки. Наиболее широко применяют нарезание зубчатых колес методом обкатки на зубофрезерных, зубодолбежных и зубострогальных станках.
Червячная модульная фреза представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки С задним α и передним γ углами заточки. Червячные фрезы изготовляют однозаходными и многозаходными. Чем больше число заходов, тем выше производительность фрезы, но ниже точность. Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубьями и червячные колеса. Зуборезный долбяк представляет собой зубчатое колесо, зубья которого имеют эвольвентный профиль с задним α и передним γ углами заточки. Различают два типа долбяков: прямозубые для нарезания цилиндрических колес с прямыми зубьями и косозубые для нарезания цилиндрических колее с косыми зубьями. Зубострогальный резец имеет призматическую форму с соответствующими углами заточки и прямолинейной режущей кромкой. Передний γ и задний α углы образуются при установке резца в резцедержателе станка. Эти резцы применяют попарно для нарезания конических зубчатых колес с прямыми зубьями.
Основные типы зуборезных станков: зубофрезерный станок, зубодолбёжный станок, зубостругальный станок.
 70
70
71 ОТДЕЛОЧНАЯ ОБРАБОТКА ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
В процессе нарезания зубчатых колес на поверхностях зубьев возникают погрешности профиля, появляется неточность шага зубьев и др. Для уменьшения или ликвидации погрешностей зубья дополнительно обрабатывают. Отделочную обработку для зубьев незакаленных колес называют шевингованием. Предварительно нарезанное прямозубое или косозубое колесо 2 плотно зацепляется с инструментом / (рис. 6.100, а). Скрещивание их осей обязательно. Обработка состоит в срезании (соскабливании) с поверхности зубьев очень тонких волосообразных

Рис. 6.100. Схемы отделочной обработки зубьев зубчатых колес
стружек, благодаря чему погрешности исправляются, зубчатые колеса становятся более точными, значительно сокращается шум при их работе.
Отделку проводят специальным металлическим инструментом - шевером (рис. 6.100, б). Угол скрещивания осей чаще всего составляет 10 ... 15°. При шевинговании инструмент и заготовка воспроизводят зацепление винтовой пары. Кроме этого, зубчатое колесо перемещается возвратно-поступательно и после каждого двойного хода подается в радиальном направлении
На закаленных зубчатых колесах погрешности боковых поверхностей зубьев удаляют хонтгованием (если припуск на обработку не превышает 0,01 ... 0,03 мм на толщину зуба). Процесс хонингования заключается в совместной обкатке заготовки и абразивного инструмента, имеющего форму зубчатого колеса. Оси заготовки и инструмента скрещиваются под углом 15 ... 18°.Абразивные зерна хона обрабатывают боковые стороны зубьев заготовки (рис. 6.100, д).
Хонингуемые прямозубые или косозубые цилиндрические колеса вращаются в плотном зацеплении с хоном. Зубчатое колесо кроме вращения совершает возвратно-поступательное движение вдоль оси. Направление вращения пары изменяется при каждом двойном ходе.
При изготовлении хонов в качестве абразива используют карбид кремния или электрокорунд. Необходима лишь периодическая правка хона по его наружной поверхности, чтобы поддерживать требуемый зазор (рис. 6.100, д).
Значительные погрешности зубчатых колес, возникшие после термической обработки, исправляют методом зубо-шлифовании. Этот метод отделки обеспечивает получение высокой точности с малой шероховатостью поверхности зубьев и может быть использован при обработке цилиндрических и конических зубчатых колес.
Шлифование зубьев цилиндрических колес возможно копированием и обкаткой. Эвольвентный профиль зуба воспроизводится абразивными кругами, имеющими профиль впадин обрабатываемого колеса.
Для выполнения процесса шлифования методом обкатки осуществляют не только все движения указанной пары, находящейся в зацеплении, но и движения, необходимые для процесса резания. Движения резания и деления обеспечивает специальное устройство зубошлифовальных станков.
Результаты, получаемые при обработке зубчатых колес зубошлифованием, могут быть улучшены зубопритиркой. С ее помощью можно получать поверхности высокого качества, увеличивать плавность хода и долговечность работы зубчатой пары. Такой метод отделки применяют для закаленных зубчатых колес.
Притиры выполняют в виде зубчатых колес. В зацеплении в результате давления между зубьями притира и обрабатываемого колеса мелкозернистый абразив в смеси с маслом внедряется в более мягкую поверхность притира. При зубопритирке происходит искусственное изнашивание материала колеса в соответствии с профилем зуба притира.
В ходе обработки притир и колесо, находящиеся в зацеплении, совершают воз-
вратно-поступательное движение. Наибольшее распространение получили схемы обработки тремя притирами. Максимальный припуск, удаляемый притиркой, не должен превышать 0,05 мм.
ХОНИНГОВАНИЕ
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания смазочного материала при работе машины (например, двигателя внутреннего сгорания) на поверхности ее деталей.
Поверхность неподвижной заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне). Бруски вращаются и одновременно перемещаются возвратно-поступательно вдоль оси обрабатываемого цилиндрического отверстия (рис. 6.94, а). Соотношение скоростей указанных движений составляет 1,5 ... 10 и определяет условия резания.

При сочетании движений на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин - следов перемещения абразивных зерен. Угол 0 пересечения этих следов зависит от соотношения скоростей.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. Хонингованием исправляют погрешности формы от предыдущей обработки
в виде отклонений от круглости, цилиндричности и т.п., если общая толщина снимаемого слоя не превышает 0,01 ... 0,2 мм. Погрешности расположения оси отверстия (например, отклонения от прямолинейности) этим методом уменьшаются менее интенсивно, так как режущий инструмент самоустанавливается по отверстию.
Различают предварительное и чистовое хонингование. Предварительное хонингование используют для исправления погрешностей предыдущей обработки, а чистовое для получения малой шероховатости поверхности.
Хонинговальные бруски изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Все шире применяют алмазное хонингование.
Хонингование проводят при обильном охлаждении зоны резания смазочно-охлаждающими жидкостями - керосином, смесью керосина (80 ... 90 %) и веретенного масла (10 ... 20 %), а также водно-мыльными эмульсиями.
Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет встроить процесс хонингования в гибкое производство (рис. 6.95).
5. ПРИТИРКА ПОВЕРХНОСТЕЙ
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров.
Эти отклонения могут быть устранены притиркой (абразивной доводкой). Таким методом могут быть обеспечены шероховатость поверхности до Кг = 0,05 ... 0,01 мкм, отклонения размеров и формы обработанных поверхностей до 0,05 ... 0,3 мкм. Доводка может быть осуществлена вручную и механическим способом.
По сравнению с ручной доводкой механическая абразивная доводка позволяет повысить производительность в 2 ... 6 раз, и при этом обеспечивается стабильность выходных - эксплуатационных характеристик деталей агрегатов и машин (гидравлической, пневматической и топливной аппаратуры, зубчатых колес, шариков и колец подшипников качения и др.), выходных параметров кремниевых подложек, кварцевых кристаллических элементов, керамических опор гидроприборов и др.

Доводка конических поверхностей осуществляется коническим притиром.
Процесс осуществляется с помощью притиров соответствующей геометрической формы. На притир наносят притирочную пасту или мелкий абразивный порошок со связующей жидкостью. Материал притиров должен быть, как правило, мягче обрабатываемого материала. Паста или порошок внедряется в поверхность притира и удерживается ею, но так, что при относительном движении каждое абразивное зерно может снимать весьма малую стружку. Поэтому притир можно рассматривать как очень точный абразивный инструмент.
Притир или заготовка должны совершать разнонаправленные движения. Наилучшие результаты дает процесс, в ходе которого траектории движения каждого зерна не повторяются. Процесс абразивной доводки является сложным процессом удаления припуска. Микронеровности сглаживаются за счет совокупного химико-механического воздействия на поверхность заготовки.
В качестве абразива для притирочной смеси используют порошок электрокорунда, карбидов кремния и бора, оксиды хрома и железа и др.
Материалами притиров являются серый чугун, бронза, красная медь, дерево. В качестве связующей жидкости используют машинное масло, керосин, стеарин, вазелин.

Рис. 6.93 А. Схемы взаимодействия заготовок с притирами 2, 4 через абразивную прослойку 3 при односторонней (а) и двусторонней (б) доводках незакрепленными и закрепленными зернами (в)
Физической основой абразивной доводки является абразивное разрушение материалов заготовок и притиров. Абразивные зерна при доводке самопроизвольно распределяются по поверхности притира и находятся либо в незакрепленном состоянии (в составе паст или суспензий), либо в поверхностном слое притира в закрепленном состоянии (в составе абразивного или алмазного круга).
Абразивные зерна в зависимости от степени их подвижности (закрепленности) работают по двум схемам: либо в условиях упругопластического деформирования или микрорезания при непрерывном контакте с поверхностными слоями заготовки. При доводке незакрепленными зернами доведенная поверхность приобретает кратерообраз-ный характер вследствие образования выколоток.
Для выполнения операций доводки применяют доводочные станки однодисковые или двухдисковые. Технологический процесс доводки, выбор режимов и условий процесса доводки приведены в справочной и специальной литературе.
72 . ХАРАКТЕРИСТИКА МЕТОДА ШЛИФОВАНИЯ Шлифованием называют процессы обработки заготовок резанием режущим инструментом, рабочая часть которого содержит частицы абразивного материала. Такой режущий инструмент называют абразивным. Измельченный абразивный материал (абразивные зерна), твердость которого превышает твердость обрабатываемого материала и который способен в измельченном состоянии осуществлять обработку резанием, называют шлифовальным. Различают алмазные, эльборовые, электрокорундовые, карбидкремниевые и другие абразивные инструменты (шлифовальные круги). Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. Шлифовальные крути срезают стружки на очень больших скоростях - от 30 м/с и выше (порядка 125 м/с). Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость.
Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиг одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется.
Тепловое и силовое воздействия на обработанную поверхность приводят к структурным превращениям, изменениям физико-механических свойств. Проводят с подачей смазки.
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью. Для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования. С развитием малоотходной технологии доля обработки металлическим инструментом будет уменьшаться, а абразивным - увеличиваться.
3. ОСНОВНЫЕ СХЕМЫ ШЛИФОВАНИЯ Формы деталей современных машин представляют собой сочетание наружных и внутренних плоских, круговых цилиндрических и круговых конических поверхностей. Другие поверхности встречаются реже. В соответствии с формами деталей машин наиболее распространены схемы шлифования, приведенные на рис. 6.79.
Для всех технологических способов шлифовальной обработки главным движением резания является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки необходимо для обеспечения продольной подачи (рис. 6.79, а). Для обработки поверхности на всю ширину заготовка или круг должны иметь движение поперечной подачи. Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и движение подачи на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода.
При круглом шлифовании (рис. 6.79, б) движение продольной подачи обеспечивается возвратно-поступательным перемещением заготовки. Вращение заготовки является движением круговой подачи.
В автоматизированных шлифовальных станках цикл работы станка включает периодический вывод круга из зоны шлифования, его автоматическую правку и перемещение круга к изделию на величину снятого при правке слоя абразива.
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Абразивные инструменты различают по геометрической форме и размерам, роду и сорту абразивного материала, зернистости или размерам абразивных зерен, связке или виду связующего вещества, твердости, структуре или строению круга.
Зерна абразивных инструментов представляют собой искусственные или природные минералы и кристаллы. Абразивные материалы отличаются высокой твердостью, которая определяется по минералогической шкале. Зерна абразивов разделяют по крупности на группы и номера. Основная характеристика номера зернистости - количество и крупность его основной фракции. Вещество или совокупность веществ, применяемых для закрепления зерен шлифовального материала и наполнителя в абразивном инструменте, называют связкой. Наиболее широко применяют инструменты, изготовленные на керамической, бакелитовой или вулканитовой связке.
Керамическую связку приготовляют из глины," полевого шпата, кварца и других веществ путем их тонкого измельчения и смешения в определенных пропорциях. Бакелитовая связка состоит в основном из искусственной смолы - бакелита. Вулканитовая связка представляет собой искусственный каучук, подвергнутый вулканизации для превращения его в прочный, твердый эбонит. Под твердостью абразивного инструмента понимается способность связки сопротивляться вырыванию абразивных зерен с рабочей поверхности инструмента под действием внешних сил.
Для шлифования заготовок из твердых сплавов и высокотвердых материалов успешно применяют алмазные круги. Алмазный круг состоит из корпуса и алмазоносного слоя. Корпус изготовляют из алюминия, пластмасс или стали. Толщина алмазоносного слоя у большинства кругов составляет 1,5 ... 3 мм. Чаще всего для изготовления таких инструментов используют синтетические алмазы. Удельный вес их применения превышает 80 %. Созданы новые материалы, которые практически не требуют правки и сохраняют свои свойства при нагреве до 1200 °С.
На шлифовальные круги наносят обозначения, называемые маркировкой.
12. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Для шлифования ступенчатых валов (рис. 6.90, а) предусматривают центровые отверстия, а для шлифования пустотелых валов - установочные фаски. Между шейками вала и торцами из-за непрерывного осыпания зерен круга получается переходная поверхность. В тех случаях,

когда этого нельзя допустить по условиям работы детали, предусматривают технологические канавки для выхода шлифовального круга. Если необходимо оставить переходную поверхность, то на чертеже детали указывают ее максимально возможный радиус. Следует избегать конструирования валов с большой разностью диаметров отдельных участков. Точно обработанные, например, цилиндрические поверхности необходимо разделять введением проточек поверхности которых не требуется шлифовать.
Шлифование отверстий малых диаметров связано с трудностями и должно назначаться в исключительных случаях.
Плоские поверхности деталей должны быть расположены перпендикулярно или
параллельно (рис. 6.90, в,) основанию, на котором закрепляют заготовку. Шлифуемые поверхности желательно располагать в одной плоскости.