Проволока для аргонодуговой сварки. Присадочная проволока для сварки аргоном. Сварочная проволока для газовой сварки сталей
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.
Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
Три части пламени: стрела, шлейф и пламя. Когда доля кислорода превышает указанное выше значение, дротик становится синим, заостренным, менее ярким, и восстанавливающая зона сильно мигает. Плюм укорочен и узкий, и пламя начинает свистеть. В этих условиях пламя окисляется и становится хрупким. Этот тип пламени известен как окислитель.
Наконец, если доля ацетилена больше, чем доля кислорода, пламя превращается в топливо. Аппарат, содержащий сварочное оборудование. Бутыль растворенного ацетилена. «Бутылка кислорода». «Факел». - Основные аксессуары для использования газов: предохранительные клапаны, ручные клапаны, трубопроводы для газов и резиновых шин или труб.
1 Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки .
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Судно с водой для охлаждения кусков. «Металлическая щетка». «Молот и кирка, если это необходимо». - подходит для сварки материалов. - Латунная игла для очистки трубы сопла горелки. Оксиацетиленовые сварочные установки. В зависимости от давления использования оборудование классифицируется по.
1Є Установка низкого давления. Бутылка с кислородом или батарея бутылок с манометром или манометром и канализация.
- Трубопровод для распределения ацетилена с его предохранительным клапаном.
- Один факел для каждой рабочей точки.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.

Сварочные горелки - это устройство, предназначенное для приема и смешивания газов в удобных пропорциях для получения пламени высокой тепловой мощности на выходном отверстии. Практическое потребление кислорода должно быть в три раза больше, чем у ацетилена. Факел состоит из двух фитингов, ручек, кранов, фурмы и сопла.
Типы сварочных горелок Сварочные горелки классифицируются в соответствии с давлением, с которым ацетилен используется в: горелки низкого давления и факелы высокого давления. В его работе важно. 1Є Не заставляйте силу факела. 2Є При установке сопла или насадки в форсунку убедитесь, что прокладка выполнена идеально. 3Є Пока горелка горит, не пытайтесь затянуть или ослабить гайки. 4Є Не нажимайте на факел или на него. 5Є Используйте факел для правильного давления. 6Є Когда выходное отверстие увеличено, дротик появляется неисправным.
Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
1.1 О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
Вы должны изменить сопло. 7Є Когда пламя или кислород отдаются, закройте кислородный кран и остудите копье в воде. Практика сварки оксиацетиленом Сварные швы должны быть изготовлены таким образом, чтобы были получены все гарантии безопасности. Это делает необходимым изучение ситуации соединения, выбранного метода сварки и дополнительных или иногда необходимых обработок для устранения деформаций или внутренних напряжений, возникающих в результате тепла, возникающего при сварке.
Когда припаянные детали должны выдерживать определенные напряжения, важно выбрать наиболее подходящее положение сварных швов. Выбран метод сварки и легкость его выполнения. Устойчивость к стрессу. Стыковая сварка может быть выполнена путем освобождения краев соединяемых деталей, надлежащим образом пробитых факелом или механически закрепленных.
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Когда детали, подлежащие сварке, фиксируются, края должны быть. Преимущества правого сварки при сварке влево. Электрическая дуга представляет собой разряд электрического тока через разделение в цепи и поддерживается наличием колонки ионизированного газа, через которую протекает ток. Электрическая дуга начинается, когда электрод приближается к детали, после того как контакт быстро отделен от части на небольшом расстоянии. Образуется скважина из расплавленного металла, состоящая из основного металла и наполнителя, вблизи наконечника электрода.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:
В большинстве процессов электродуговой сварки во время операции добавляется наполнитель, чтобы увеличить объем и укрепить сварное соединение. Когда электрод перемещается вдоль стыка, расплавленный металл хорошо затвердевает. Электроды, используемые в этом типе сварки, могут потребляться или не потребляться. Расходные электроды могут быть в виде стержней или проводов. Электрическая дуга потребляет электрод во время сварки, и это добавляется к расплавленному соединению в качестве наполнителя. Недостатки стержневых электродов в том, что они должны периодически меняться.

Проволока для сварки алюминия TELWIN
- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Нерасходуемые электроды изготовлены из вольфрама, которые сопротивляются слипанию через электрическую дугу. Вольфрамовый электрод постепенно изношен, как любой инструмент. Наполнитель должен быть снабжен отдельной проволокой. Электрическая дуговая защита При электродуговой сварке высокие температуры приводят к взаимодействию металлов с кислородом, азотом и водородом в воздухе. Из-за этих условий механические свойства сварного соединения могут ухудшаться. Для защиты сварного шва все процессы с электрической дугой снабжены некоторыми средствами для защиты дуги воздуха.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
2 Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Это достигается за счет покрытия наконечника электрода, электрической дуги и сварочной скважины газом, потоком или обоими. Защитные газы: аргон, гелий, которые инертны. Флюс представляет собой вещество, которое используется для предотвращения образования оксидов, растворяет его и облегчает его легкое удаление. Во время сварки поток плавится и становится жидким шлаком, который закрывает работу и защищает сварной шов. Шлак затвердевает, когда он охлаждается, и удаляется кистью или долотом.
Также флюс обеспечивает защитную атмосферу, стабилизирует электрическую дугу и уменьшает брызги. Флюс можно применять следующими способами. Опорожнение гранулированного потока при работе с использованием стержневого электрода, покрытого флюсом. Использование трубчатых электродов, содержащих поток в ядре. . Это процесс электрической дуговой сварки, который использует расходуемый электрод и состоит из металлического стержня снабжения, покрытого химическими материалами, которые обеспечивают поток и защиту.
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.
Поскольку длина электрода изменяется, это влияет на нагрев сопротивления электрода. Уровни тока должны поддерживаться в безопасном диапазоне, или покрытие будет перегреваться и расплавляться преждевременно. Шток периодически меняется. . Это процесс, который использует непрерывный расходуемый оголенный электрод. Электрическая дуга защищена гранулированной крышкой флюса.
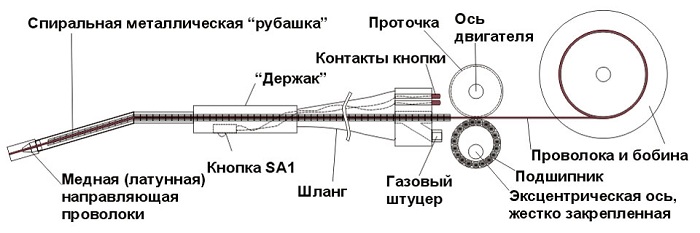
Электродная проволока подается из катушки. Флюс вводится на стыке немного вперед от сварочной дуги под действием силы тяжести. Гранулярная флюсовая мантия полностью покрывает сварочную операцию электрической дугой, избегая искр, брызг, очень опасных излучений. Поэтому оператору не нужно использовать защитную маску. Часть более близкого дугового потока расплавляется и смешивается с расплавленным металлом припоя для удаления примесей, которые затем затвердевают в верхней части сварного соединения и образуют стеклообразный шлак.
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Плавленные неплавкие зерна сверху обеспечивают хорошую защиту атмосферы и хорошую теплоизоляцию для сварной поверхности. Это обеспечивает охлаждение под высоким качеством сварного соединения с хорошими показателями сопротивления и пластичности. Расплавленный поток можно восстановить и повторно использовать. Твердый шлак удаляется ручным способом.
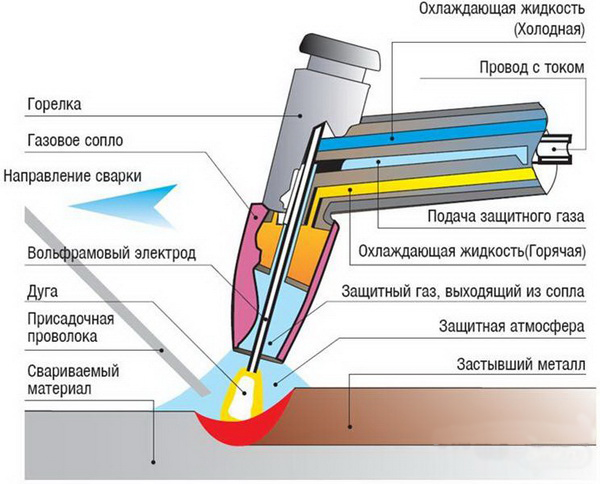
Сварочные процессы с электрической дугой с использованием нерасходуемых электродов. Процесс может выполняться с помощью металлического наполнителя или без металла. Высокое качество Отсутствие брызг, потому что нет никаких вспомогательных материалов через электрическую дугу. Чистка не требуется, поскольку она не использует флюс. . Это специальная форма сварки с вольфрамом с электрической дугой и защитным газом, в котором контролируемая плазменная дуга направлена на область сварки. Вольфрамовый электрод помещается внутри сопла, которое концентрирует поток инертного газа с высокой скоростью в области электрической дуги.
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата .
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Это создает интенсивную горячую плазменную дугу с высокой скоростью. Причина этих высоких температур обусловлена герметичностью электрической дуги и концентрацией энергии для обеспечения экономии плазмы малого диаметра. Хорошая стабильность электрической дуги Высокие скорости движения Отличное качество сварки. Дорогое оборудование Размер факела ограничивает доступ в некоторых конфигурациях подключения. У них есть задача провести ток и защитный газ в зоне сварки. Это может быть естественное охлаждение или принудительное охлаждение.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Первые используются для сварки тонкой толщины, которые не требуют высокой интенсивности, и принудительное охлаждение рекомендуется для работ, требующих интенсивности, превышающие 200 ампер. В этих случаях циркуляция воды внутри держателя электрода предотвращает перегрев.
Вольфрамовый электрод, который переносит ток в зону сварки, жестко удерживается зажимом, размещенным в корпусе держателя электрода. Каждый держатель электрода имеет набор зажимов разных размеров, которые позволяют зажимать электроды разного диаметра. Защитный газ достигает зоны сварки через сопло керамического материала, прикрепленное к головке держателя электрода. Сопло имеет задачу направления и распределения защитного газа по зоне сварки. Для удовлетворения различных требований потребления каждый держатель электрода оснащен набором сопел разного диаметра.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.
Чтобы устранить турбулентность в газовой струе, которая могла поглощать воздух и загрязнять сварной шов, некоторые держатели электродов снабжены устройством, состоящим из ряда сеток из нержавеющей стали, которые вставляются в сопло, окружающие электрод.
Путем приведения в действие переключателя управления, расположенного на держателе электрода, инициируются поток газа и тока. На некоторых устройствах активация газовых и токовых цепей осуществляется с помощью педали. Преимущество этой второй системы заключается в том, что она позволяет более точно контролировать сварочный ток, когда мы приближаемся к концу шнура. Постепенное уменьшение интенсивности тока уменьшает кратер, который образуется, когда основание затвердевает, и существует меньшая опасность того, что конечная часть сварки будет без адекватной защиты от газа.

Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
2.1 Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800ºC . Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
Когда проводится сваривание различных конструкционных деталей из алюминия, то применение такой проволоки способно обеспечить высокие показатели стабильности полученного соединения.
Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.

В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.
В том случае, когда маркировка изделия подбирается в строгом соответствии с конструктивными особенностями и требованиями, то полученное сварное соединение будет очень высококачественным и весьма долговечным.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
2.2 Процесс сварки алюминия полуавтоматом (видео)
При сварке применяются присадочные металлы, которые подводят к месту соединения свариваемых изделий и расплавляют одновременно с основным металлом.
Присадочный металл служит для заполнения разделки шва, пополнения потерь металла на угар и разбрызгивание, для образования усиления шва. Присадочные металлы применяются в виде проволоки и стержней.
Основные требования, предъявляемые к присадочным проволокам и стержням, следующие:
1) проволока и стержни должны иметь диаметр, соответствующий толщине свариваемого металла;
2) поверхность проволоки и стержней должна быть ровной и чистой, без окалины, ржавчины, грязи, масла, краски и прочих загрязнений;
3) при расплавлении проволока и стержни должны плавиться равномерно, спокойно, без сильного разбрызгивания, образуя при застывании плотный однородный наплавленный металл без включений, пор и других дефектов;
4) металл, наплавленный проволокой или стержнями, должен хорошо обрабатываться;
5) проволока и стержни должны иметь определенный химический состав, близкий по составу к свариваемому металлу;
6) температура плавления проволоки должна быть равна температуре плавления свариваемого металла или несколько ниже ее.
Перечисленным требованиям отвечают выпускаемые нашей промышленностью стандартная присадочная проволока и стержни.
Чугунные стержни для сварки чугуна должны удовлетворять требованиям ГОСТ 2671-44. Они выпускаются двух марок - марки А и марки Б.
Чугунные прутки изготовляются следующих размеров:
Диаметр в мм... 4 6 8 10 12 Длина в мм.... 250 350 450 450-450
Присадочная проволока, применяемая для сварки углеродистых и легированных сталей, должна удовлетворять требованиям ГОСТ 2246-60.
В табл. 1 приведен химический состав некоторых марок электродной проволоки.
Стальная электродная проволока изготовляется диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм.
Проволока поставляется потребителю в мотках.
Нельзя применять для сварки случайную проволоку неизвестного химического состава. Если для сварки получена проволока нестандартного качества, необходимо сделать полный химический анализ ее и проверить на плавление. Проволоку проверяют на плавление следующим образом. Берут кусок проволоки длиной 300-500 мм и производят наплавку валика длиной до 100 мм на пластину из соответствующего металла. Толщина металла берется равной двойному диаметру проволоки. Если при наплавке валика проволока плавится без сильного искрообразования, наплавляемый металл при затвердевании не вспучивается и поверхность валика имеет равномерную чешуйчатость, без наплывов, то такая проволока пригодна для сварки.
Для сварки цветных металлов, а также нержавеющей стали, в случае отсутствия нужной проволоки иногда применяют полоски, нарезанные из листов металла той же марки, что и свариваемый металл.
Качество шва поручается обычно хуже ввиду неодинаковой ширины полос.