Как правильно делать вертикальный сварочный шов. Как делать правильный вертикальный шов при сварных работах
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц.
Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.

При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
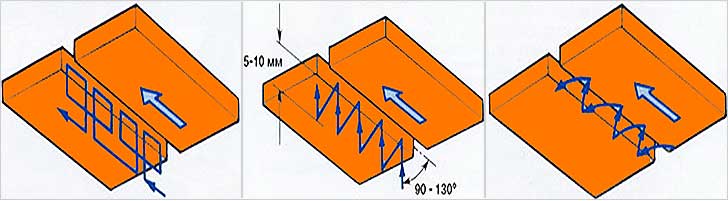
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
Процесс
![]()
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.

Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.

Проверка качества работ
После окончания и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.

Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Еще по этой теме на нашем сайте:
-
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той... -
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все... -
Сварочные работы становятся проще и точнее, благодаря использованию магнитных уголков, поэтому данный элемент рекомендован многими специалистами в области сварки. Если применять магнитные уголки для сварки,... -
Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими...
При монтаже различных конструкций и изготовлении мелких деталей часто необходима сварка угловых швов. Подобный стык отличается от обычного соединения двух сторон в общую плоскость, и требует предварительных знаний и тренировки. Такая работа чревата большими дефектами и временными затратами. От сварщика ожидается особое умение отгонять шлак в сварочной ванне, иначе получатся . В чем особенности этого вида шва и как варить подобные соединения различными способами?
Угловой шов - довольно распространенное двух пластин или профильных труб, между сторонами которых меньше 180 градусов. В металлоконструкциях часто применяются стыки, где стороны выставлены под 90 градусов. Это необходимо для равномерной нагрузки и устойчивости конструкции.
Угловые швы бывают различных видов:
- с примыканием краев в месте соединения;
- с прикладкой одного края к ровной плоскости (тавровые);
- нахлестные;
- с разделкой кромок и без нее.
Сварка углового шва может производиться в различных пространственных положениях, что добавляет сложности в выполнении работы. Например, непростое тавровое соединение, перевернутое верх ногами, является одним из самых трудных даже для опытных сварщиков. Кроме этого, варить угловой шов можно сплошным и прерывистым методом. Различаются они и по длине. До 250 мм считаются короткими, а до 1000 мм средними.
Трудности при угловых сварных швах
Чтобы уметь качественно заварить угловой шов, необходимо знать при его выполнении. Распространенными проблемами являются:
- Неравномерность нанесения наплавляемого металла на стороны соединения. Поскольку расплавленное железо от электрода и кромок под действием силы тяжести стремится вниз, большая часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и такой стык легко распадется при нагрузке.
- Подрезы. Электрическая дуга «выгрызает» с поверхности металла небольшие участки. При сварке в нижнем положении это можно контролировать и задерживать электрод для наплавки присадочного материала на поврежденное место. Но в случае углового соединения «загнать» капли раскаленного металла на боковую стенку гораздо сложнее. Поэтому сварной шов имеет выемки с одной стороны.
- Непровар корня. От неопытности, некоторые сварщики начинают чрезмерно манипулировать концом электрода по сторонам, чтобы заполнить зону стыка, но это приводит к оседанию металла на сторонах, и полному или частичному непровару корня шва.
- Неправильный катет углового шва. Для создания качественных соединений важно приспособиться к правильной скорости веления электрода и выбору верных параметров напряжения. Слишком слабый ток и медленный проход приведут к чрезмерной выпуклости катета. Это будет означать плохую степень проплавления основного материала. Высокая сила тока и быстрое ведение электрода создадут отрицательный катет с вогнутой формой. Хотя такая структура подразумевает глубокое проплавление сторон, на шве недостаточно металла для сопротивления нагрузкам.
- Неправильный угол. Сварочные соединения редко бывают произвольной формы относительно градуса угла. Здесь требуется выдержка правильных размеров. При проходе с одной стороны, приставная пластина часто «заваливается» в сторону сварки, что портит качество сборки конструкции.
Кроме этих особенностей, которые встречаются на угловых швах, соединение подвержено и другим дефектам. Среди них: лунки и пустоты, твердые включения, трещины на границе основного и присадочного металлов, смешение формы шва.
Подготовка сторон
Чтобы успешно варить угловые швы, необходимо не только помнить о дефектах, но и уметь . При сварке пластин до 5 мм не требуется никаких предварительных мер. Если железо покрыто ржавчиной, ее счищают щеткой по металлу. После чего можно выполнять разметку, установку и сварку. Подобным способом можно действовать и при соединении внахлест. Обычно накладывается два шва, по одному с каждой стороны, чего достаточно для прочности под нагрузкой.
Если толщина сторон более 5 мм, то понадобится односторонняя разделка кромки. Скос под 45 градусов на приставной пластине позволит создать место под затекание присадочного материала и упрочит шов. Если необходимо приварить элемент толще 10 мм, то осуществляется двухсторонняя разделка кромок. Конус пластины можно оставить тупым, с толщиной 2-3 мм. Это поможет ровнее выставить боковой элемент, и защитит от прожогов и наплывов с обратной стороны.
После подготовки кромок и установки деталей на место, обязательно выставляются прихватки с обеих сторон. Это предупредит перекосы и деформации во время ведения шва. Сварку необходимо осуществлять поочередно с каждой стороны. Не допускается выполнение нескольких проходов с одной части, а затем переход на другую. Прихватки не удержат такой нагрузки и лопнут.
Способы сварки угловых соединений
Угловые швы при сварке чреваты множеством дефектов, поэтому необходимо помнить о причинах их возникновения и предупреждать это. Разработаны несколько методов, которыми удается соединять металлические детали под определенным углом. Каждый сварщик может пользоваться ими в зависимости от ситуации или для выявления наиболее качественного результата в своем случае.
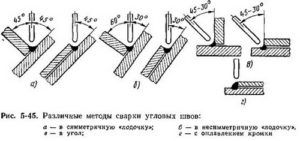
«Лодочкой»
Сварочный шов этим методом применим в случае небольших конструкций, незакрепленных к полу, которые можно переворачивать. Это наиболее приемлемый вариант для начинающих сварщиков. Изделие ставится в форму V, что напоминает лодку, и от этого происходит название метода.
Электрод держится вертикально с легким наклоном на себя. Сварка ведется без колебательных движений, с целью заполнить корень. После отбития шлака выполняется следующий проход, в зависимости от толщины металла. Последующие швы могут иметь поперечные манипуляции концом электрода для придания нужной ширины. Этот метод позволяет накладывать присадочный металл равномерно на обе стороны и избегать подрезов с непроварами.
В нижнем положении
Крупные конструкции, которые невозможно наклонить для положения «лодочки», свариваются в нижнем положении. Чтобы качественно заполнить корень шва, электрод ставится под 45 градусов относительно полок и наклоняется вправо или влево. и ведется шов.
Во время первого прохода нет необходимости в поперечных движениях электродом. Но важно регулярно делать продольные рывки концом, чтобы отогнать жидкий шлак, иначе он затечет наперед и полностью закроет видимость сварочной ванны. Если корневой шов был выполнен правильно, то последующие слои можно накладывать движением полумесяцем. Важно создавать небольшие задержка электрода на боковой части и двигаться без промедлений на нижней стороне.
Сваривание угловых швов будет получаться при соблюдении вышеприведенных советов. Оптимальная сила тока для толщины металла в 4-6 мм составляет 250 - 300 А. . Регулярная практика поможет освоить этот непростой вид соединений и стать более хорошим сварщиком.