Электроды для сварки постоянным током. Какие электроды выбрать для сварки изделий инвертором.
Обсудим как выбрать электроды для ручной дуговой сварки, уделим внимание классификации электродов и их маркировки.
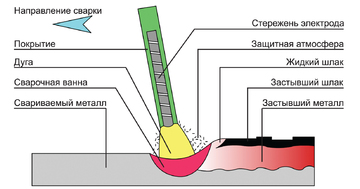
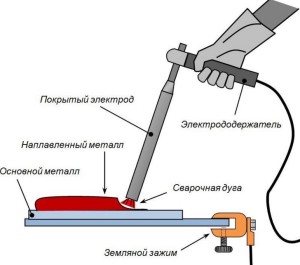
Электрод — это металлический стержень для подвода тока к свариваемой детали. Во время сварки происходит расплавление кромок сварных деталей и заполнение шва металлом электрода. Этот вид сварки называют еще сварка покрытыми электродами , так как электрод покрыт слоем флюса , который при расплавлении образует газовую защиту сварного шва.
 Толщина свариваемых деталей опледеляет диаметр электрода. Поэтому сначала определите нужный диаметр электрода
.
Толщина свариваемых деталей опледеляет диаметр электрода. Поэтому сначала определите нужный диаметр электрода
.
Для сварки толщин до 1 мм в Европе используют электроды диаметром 1,6 мм (для настоящих профессионалов), в России их можно найти только под заказ. Как правило, в этом случае метод ручной дуговой сварки не применяется, а используют сварку аргоном или полуавтоматом.
Если вы хотите получить надежный и красивый шов с минимальными усилиями, то прежде всего купите хорошие электроды! Подбирайте электроды для ручной сварки (их еще называют одноразовые электроды ) в соответствии с химическим составом свариваемых деталей.
Электроды можно разделить на несколько условных групп:

- по диаметру (2-6 мм);
- по маркировке;
- по производителю.
Марки электродов
Рассмотрим только самую популярную маркировку и аналоги электродов
.
УОНИ
— электроды для постоянного тока
с основным покрытием. Для ответственных конструкций из всех видов стали.
ОЗС
— рутиловые электроды
, универсальные, для работы как на постоянном, так и переменном токе. По сравнению с УОНИ требуют меньший сварочный ток и образуют меньше шлака.
МР3
— электроды так же с рутиловым покрытием, для сварки на переменном и постоянном токе.
АНО-4
— еще одни популярные универсальные электроды. Чаще всего они продаются в маленьких упаковках по 1 кг, что бывает очень удобно. И если на даче вам вдруг понадобилось только что-то прихватить и для этого нужны 2-3 электрода, то у вас не будет необходимости покупать большую пачку на 5-6 кг, которая потом еще может отсыреть, пока хранится, а достаточно этой небольшой. Удобно и экономично.
ЦУ-5
— специализированные электроды для сварки труб
(водопроводных).
ESAB ОК 53.70
— покрытые электроды
для сварки водопроводных труб, аналог ЦУ-5.
ЦЧ-4
— электроды по чугуну
.
ESAB ОК 92.18
— по чугуну, аналог ЦЧ-4.
ЦЛ-11
— для сварки нержавейки.
ESAB ОК 61.30
— электроды по нержавейке
, аналог ЦЛ-11.
ESAB ОК 96.20
— электроды для сварки алюминия
.
KOBELKO LB-52U
— популярные японские электроды, для ответственных конструкций. Можно использовать даже для сварки водопроводных и газовых труб. Самые лучшие и дорогие.
Производители электродов
Поговорим о производителях электродов, так как чаще всего именно это отражается на их качестве.
KOBELCO — Япония. Лучшие электроды , но и самые дорогие. Отличные результаты при проверке на прочность.

ESAB — электроды ESAB высокого качества. Чаще всего в магазинах вы найдете эти электроды по достаточно высокой цене. Но! Эти электроды действительно стоят этого.

«Лосиноостровский завод» — электроды, средние по цене и качеству.
 «Каменский завод»
— надежные электроды с хорошим соотношение цены и качества.
«Каменский завод»
— надежные электроды с хорошим соотношение цены и качества.
 «Уральский завод»
— чаще всего это самые дешевые электроды. Не ждите от них превосходного качества. В целом, они сварят и держать конструкцию будут.
«Уральский завод»
— чаще всего это самые дешевые электроды. Не ждите от них превосходного качества. В целом, они сварят и держать конструкцию будут.
Хранение электродов
Храните электроды только в подготовленных местах. При покупке обращайте внимание на срок годности. Просроченные электроды не дадут комфортной сварки и надежного соединения деталей!
Хранить электроды лучше в специальном пенале, который предотвратит попадание влаги. Пенал служит также для транспортировки электродов к месту сварки. Если электроды все же отсырели, то поможет просушка электродов и прокалка электродов. Для этого используйте печь для прокалки электродов , которая разогревается до 400 ℃. Если в пенал положить электроды еще горячими, после прогрева в печи, то он сохранит тепло на долгое время.
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств - от легкости розжига до качества шва - является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе - рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным - можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали - это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Многих интересует вопрос о том, какие электроды для инверторной сварки рекомендуют использовать профессионалы сварочных работ, так как именно инвертор очень часто применяется домашними умельцами.
1 Что представляет собой инверторная сварка?
Сварочные инверторы уже достаточно давно вытеснили стандартные трансформаторные агрегаты, использовавшиеся ранее. Связано это с тем, что недорогой и простой в эксплуатации инвертор дает возможность качественно и весьма оперативно сваривать любые металлические конструкции и детали.
Как правило, такие аппараты применяются при осуществлении дугового сварочного процесса методом плавления в качестве высоконадежных источников питания. Инверторы характеризуются неизменным показателем и стабильностью сварочного тока, что гарантирует получение сверхпрочного соединения материалов за счет превосходного качества получаемого шва.
Под инверторной сваркой в общем случае понимают процесс, предполагающий использование специального агрегата, способного формировать при включении источника тока переменное напряжение. В операции сваривания при помощи инверторного аппарата "участвуют" и другие приспособления, включенные в схему сварки:
- система управления;
- сетевой выпрямитель и фильтр;
- трансформатор (высокочастотный);
- преобразователь частоты.

Ну, а главными инструментами для инверторной сварки являются, конечно же, разные . Они представляют собой металлические электропроводящие стержни, требуемые для подвода к сварочной зоне тока. Здесь стоит учитывать, что различные виды сварочных агрегатов (даже полностью однотипных) используют разные электроды. Поэтому подбор таких стержней, подающих ток, следует осуществлять грамотно.
2 Лучшие электроды для инверторной сварки – какие они?
Электроды плавящегося типа, используемые при инверторной и вообще при дуговой ручной сварке, производятся из сварочной проволоки, соответствующей требованиям Государственного стандарта 1970 года 2246. Согласно данному ГОСТ, все электроды для сварки с применением инверторного агрегата делятся на:
- легированные: изготавливаются из проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М, Св-08ГС, Св-08ХГСМА, Св-08ХН2ГМТА, Св-15ГСТЮЦА, Св-06Н3, Св-08ХНМ, Св-08ХГ2С, Св-08Г2С, СВ-08ХГСМФА и других;
- углеродистые: из проволоки Св-10Г2, Св-08ГА, Св-08, Св-10ГА, Св-08АА, Св-08А и Св-08ГА;
- высоколегированные: из проволоки Св-30Х15Н35В3Б3Т, Св-10Х20Н15, Св-12Х13, Св-30Х25Н16Г7, Св-04Х19Н9С2, Св-10Х11НВМФ, Св-06Х20Н11М3ТБ, Св-08Н50, Св-07Х25Н13, Св-12Х11НМФ, Св-04Х19Н11М3, Св-01Х23Н28М3Д3Т, Св-10Х17Т и многих других.

На стержень электрода (на поверхность) наносят покрытие способом опрессовки. Такое покрытие, во-первых, предохраняет от атмосферных влияний сварочную ванну, а во-вторых, позволяет дуге гореть более устойчиво.
Сварщики-новички, использующие инвертор, должны знать, что все электроды делят на две группы. В первую входят изделия, которые предназначены для соединения ответственных металлоконструкций, во вторую – обычных. Специалисты советуют выбирать электроды УОНИ для сварки ответственных изделий и АНО либо МР–3 для сварки обычных. Отметим – марка электродов УОНИ считается весьма "капризной". С такими стержнями сможет работать далеко не каждый начинающий работник, не имеющий реального опыта выполнения сварочных мероприятий.

Сейчас самыми популярными марками электродов для инверторов признаются следующие изделия:
- УОНИ–13/55: востребованы среди опытных сварщиков. Данные сварочные стержни позволяют получить действительно качественный шов (в том числе и при низких температурах окружающего воздуха) с оптимальным показателем плотности.
- МР–3С: используются при высоких требованиях, выдвигаемых к шву, для соединения деталей переменным и постоянным током обратной полярности.
- МР–3: пожалуй, самая универсальная марка стержней. С их помощью можно сваривать металл с загрязненной поверхностью, а также влажные и ржавые конструкции.
- АНО: без сомнения, наиболее покупаемые в России электроды. Они не нуждаются в предварительной прокалке, зажигаются без каких-либо усилий и гарантируют отличный итог сварочных работ (даже в тех случаях, когда сварка выполняется человеком, впервые взявшим в руки аппарат для сварки).
Все указанные сварочные стержни, реализуемые через торговые сети с эпидемиологическими сертификатами, дают гарантию на стопроцентно качественную сварку. При этом человек, применяющий инверторный агрегат, будет работать в максимально безопасных условиях.
В принципе, инвертор представляет собой современный агрегат, который может варить разнообразные поверхности при помощи практически всех существующих видов электродов. В этом и состоит его высокая популярность. Но далеко не все стержни способны обеспечить по-настоящему качественный результат сварки и хороший товарный вид получаемого шва. Да и вопросы безопасности при использовании электродов, которые не рекомендованы для инверторной сварки, будут откровенно "хромать". Исходя из этого, делаем вывод о реальной необходимости использования означенных выше стержней при эксплуатации инвертора.

Сразу же добавим – при покупке электродов необходимо удостовериться в их подлинности (сертификаты качества, лицензии производителя), а также в том, что изделия перевозились, хранились и упаковывались в надлежащих условиях. Только так можно быть полностью уверенным в их достойном качестве и эффективности применения.
4 Ресанта – известный бренд инверторных аппаратов на российском рынке
Среди профессиональных сварщиков и домашних мастеров востребованностью пользуются инверторы узнаваемого электротехнического бренда «Ресанта», электроды для инверторной сварки при использовании агрегатов данной компании подбираются по описанной нами ранее схеме. Вы можете смело приобретать те марки стержней, которые мы рекомендовали вам. Они идеально подойдут к сварочным установкам «Ресанта».

К наиболее популярным инверторным агрегатам данного бренда относят следующие высоко функциональные аппараты:
- серия «Проф»: функции «Форсаж дуги», «Горячий старт», «Антизалипание», защита от перегрева сварочной установки, широкий интервал регулирования тока для выполнения сварочного процесса;
- серия «Компакт»: оптимальный вариант для домашнего использования;
- плазменные инверторные резаки «ИПР–40» и «ИПР–25».

Качественные электроды и надежное оборудование – вот гарантия эффективности сварочных работ.
Дуговая электросварка производится с помощью трансформатора или . Второй вариант более популярен в быту, вследствие компактных размеров и малого веса. Любой из этих агрегатов работает с помощью электродов.
Основу составляет металлический стержень. В зависимости от , он может быть:
Плавящимся. Изготавливается из стальной электродной проволоки или специального сплава. Поверх металлического стержня наносится специальная паста – обмазка (покрытие).
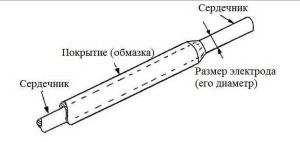
В состав обмазки входят различные химические элементы и добавки, при помощи которых формируется правильная конфигурация сварочного шва. К тому же, благодаря покрытию, поддерживается стабильное горение сварочной дуги.
Неплавящимся. Электроды такого типа не участвуют в формировании шва, а служат лишь источником для возникновения сварочной дуги. Изготавливаются из тугоплавких материалов. Наиболее распространенным является вольфрамовый стержень.

Сам неплавящийся электрод (исходя из названия) остается целым во время работ. Для формирования сварочного шва в зону расплава подается присадочный материал, в виде проволоки из того же металла, что и заготовка.
Вольфрамовые стержни используются для сварки алюминия инвертором. Работы производятся в среде нейтральных газов, например – аргон.
Оба рассмотренных варианта относятся к штучным электродам, то есть каждый из них является отдельным элементом определенной длины. Существуют еще электроды непрерывной подачи – так называемая сварочная проволока.

Она подается в зону контакта с заготовкой, механическим способом. Шов формируется за счет ее расплавления и стекания в ванну. Поскольку проволока является проводником – она обеспечивает работу сварочной дуги. Покрытие для такого электрода не предусмотрено, поэтому все элементы для создания правильного шва закладываются в сплав.
Для насыщения зоны сварки необходимыми присадками и химическими элементами, создана порошковая проволока, представляющая собой тонкую трубку с необходимым составом в середине.

Такая проволока используется в сварочных аппаратах для инверторной сварки типа «полуавтомат». Электрод в виде проволоки (монолитной, или заполненной порошковой) находится внутри и подается в зону сварки автоматически, оператор лишь подает команду на включение.

Принцип работы инвертора
Для получения большой величины сварочного тока требуется трансформатор огромного размера. Он неудобен в транспортировке и обслуживании. В отличие от сварочного трансформатора – инвертор работает, как импульсный блок питания высокой мощности.
Преобразование переменного напряжения на входе в постоянный ток нужного значения на выходе происходит в несколько этапов:
- переменный ток 50 Гц напряжением 220 вольт выпрямляется;
- постоянный ток преобразуется (инвертируется) в переменный высокочастотный;
- напряжение снижается при помощи компактного высокочастотного трансформатора;
- выпрямляется переменный ток и подается на выходные клеммы инвертора.
При этом величина вторично выпрямленного тока достаточно высока для выполнения любых сварочных работ.
Инверторная схема построена на мощных транзисторах, работающих на постоянном токе. Трансформатор, работающий на высокой частоте (60-80 Гц) занимает в разы меньше места, соответственно имеет меньшую массу в сравнении с обычным сварочником.
За счет примененной схемы, при одинаковой силе рабочего тока, инверторы имеют размер и вес, позволяющие переносить прибор одним оператором, что особенно важно при работе на разных высотах.
Многие сварщики старой школы, привыкшие работать на сварочных трансформаторах размером со стиральную машину, обвиняют инверторы в постоянном залипании сердечника.
Эти заявления несправедливы. Профессионалы, умеющие работать на любом оборудовании, знают, почему прилипает электрод при сварке инвертором. Причина в сырой обмазке. После 5-10 попыток, покрытие от высокой температуры короткого замыкания просыхает, и дуга отлично зажигается.
ВАЖНО! Вне зависимости от типа сварочного аппарата, электроды должны быть сухими.
Обмазка имеет пористую структуру, и хорошо впитывает в себя влагу. Если вы пользуетесь электродами из давно вскрытой пачки – их необходимо прокалить перед началом работ.
Если вы знаете, как правильно варить – остается лишь подобрать электроды по обозначению на упаковке. Специальных расходников для таких сварочных аппаратов не существует. Сварочные электроды для инвертора ничем не отличаются от любых других.
Поэтому при подборе расходников для сварки, надо руководствоваться лишь условиями их применения. Вам достаточно иметь информацию, какой ток вырабатывает инвертор, расположение шва и название металла, с которым будете работать.
Как варить электродами с помощью инвертора, правильный подбор расходных материалов
При бытовом использовании сложная сварка не применяется. Как правило, в качестве заготовок простые материалы – стальная труба, профиль или уголок. Часто восстанавливается стальной лист кузова автомобиля. Иногда приходится варить нержавейку – например, при ремонте стиральной машины или пробитой кастрюли.
Состав сердечника штучного электрода подбирается по типу металла, из которого выполнена заготовка. То есть из конструкционных сталей и сплавов на их основе. Для большинства домашних работ не нужно иметь ассортимент из десятков разновидностей электродов. Достаточно запомнить 3-4 марки, которые считаются универсальными и отлично подходят для новичков.
Профессионалы рекомендуют начинающим сварщикам именно эти расходники, поскольку они обладают усредненными характеристиками и не требуют специальных условий для работы. К тому же предлагаемые марки без проблем совместимы со всеми типами .
Рутиловые электроды МР-3
Спросите любого сварщика, с каких расходников он начинал обучение – и вы получите ответ: «МР-3». Эта марка идеальна для новичка. Розжиг происходит мгновенно, даже если вы немного ошиблись с установками параметров инвертора.
Ванна защищена присадками из обмазки, для контроля ее положения не требуется особых усилий. Если не получается «поймать дугу» с первого раза – просто прокалите электроды при температуре 160°-190° 30-50 минут. Варить можно при любом положении сварочного шва, кроме вертикального сверху вниз.
Несмотря на универсальность по току (варить можно как переменкой, так и постоянкой) – лучший шов получается именно на инверторах с постоянным током.
Качество поверхности не имеет значения, коррозия или влажность на поверхности – не помеха. Если вы первый раз взяли в руки держак для электрода – в нем должен быть МР3.
Основная обмазка УОНИ 13/55
Самые распространенные расходные материалы сварщика. Производители рекомендуют их для работы на металлах с высоким содержанием углерода. Прочный шов хорошо противостоит ударным нагрузкам и имеет высокий коэффициент прочности на разрыв. В России эти электроды популярны еще и потому, что швы хорошо переносят низкие температуры.
УОНИ 13/55 работают на постоянном токе с обратной полярностью, полная совместимость с инверторами.
Отличные характеристики шва несколько омрачаются недостатками при использовании. Для розжига дуги напряжение холостого хода должно быть не менее 65-70 вольт. Электроды плохо варят по грязной и неподготовленной поверхности. Перед началом работ, место сварки необходимо тщательно зачистить.
Рутиловые электроды АНО-21
Популярная марка жестянщиков из автосервиса. Лучшего расходника для работы по тонким сталям с высоким содержанием углерода не найти. Дуга разжигается моментально, тонкий металл защищен от сквозного прогорания, а шов получается мелкочешуйчатым. Соответственно, не требуется тщательная обработка после сварки.
Вторая по популярности область применения – сварка тонкостенных труб. Эту марку хорошо знают водопроводчики и газовщики.
Работают как на переменном, так и на постоянном токе, что подходит для инверторов. Перед употреблением необходима прокаливание при температуре 120°-130° в течение часа.
Работа с нержавейкой — ОК 63.34
Для сварки изделий из нержавеющей стали подходит марка ОК 63.34. Этот сорт металла можно варить и другими электродами, только качество шва будет отвратительным, и он будет ржаветь. Данные стержни формируют ровный шов с мелковолнистой поверхностью. Сопряжение с основной поверхностью плавное, шов не подвержен коррозии.

Требований к роду тока никаких, напряжение холостого хода для розжига дуги не менее 60 вольт.
Наплавка металла
Этот вид сварочных работ применяется при необходимости восстановить изношенную деталь или разбитое отверстие.
Для наплавки требуются особые навыки, так что новичкам за эту работу браться не стоит.
Чтобы восстановить объем металла, потребуются специальные электроды для наплавки стали. Это целая группа марок, в наименовании которых присутствует литера «Н». Например – ЦНИИН-4 или ОМГ-Н.
Эти марки отличаются рядом параметров, таких как коэффициент наплавки или положение шва. Но все они обеспечивают качественное увеличение толщины заготовки без потери прочности металла.
ВАЖНО! Начинающий сварщик должен помнить главную истину: Не принципиально как варить алюминий или сталь, главное знать, ЧЕМ это делать.
В заключении видео на тему как правильно варить инвертором и какими электродами для сварки пользоваться. Разбор ситуаций на примерах.
- Практические рекомендации
- Покрытие электрода
- Дополнительные моменты
Выбор электродов для сварки – это неотъемлемый момент при подобных процессах. Современное строительство редко когда обходится без применения этого вида работ. Причем это относится к малоэтажным строениям (частные и дачные дома) и к постройкам больших коммерческих зданий.
Качество сварки, прежде всего, зависит от качества электрода, которым была произведена работа, поэтому к его выбору необходимо подойти особо внимательно и ответственно.
Каркасы, емкости, основания для гаражей и навесов, элементы кровли – все металлические детали этих конструкций соединены между собой средствами сварки. Для того чтобы шов получился качественным, надежным и прочным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор самих электродов для сварки является одним из основных при подготовке работ. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.
Оборудование для сварочных работ
Существует несколько способов, которым выполняется сварка:
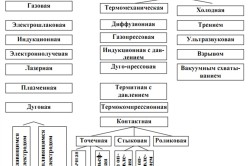
- газопрессовая;
- контактная;
- роликовая;
- электрошаговая.
Но выделяют газопрессовую и контактную. При газопрессовой сварке используется пламя ацетилкислорода. Этот способ выбирают, если надо добиться высокой производительности выполненных работ. Поэтому отраслями, где применяют газопрессовую сварку, являются нефтяная и газовая при прокладке магистральных трубопроводов на большие расстояния.
При контактной сварке процесс выполняется при помощи электрического тока, обладающего низким напряжением и высокой силой тока. Этот способ выполняется вручную или механически. При этом контактную сварку можно выполнять встык, внахлест, детали могут прикладываться друг к другу под любым углом. От того, каким принят способ выполнения шва, зависит выбор необходимого оборудования. В итоге от выбора электрода, сварочных агрегатов зависит качество выполненных работ.
К выбору сварочного оборудования следует подходить из конкретных условий выполнения работ. А именно:

Напряжение питающей сети сварочного аппарата для бытового использования является 220 В.
- Напряжение питающей сети. При производственных условиях оно составляет 380 В, в бытовых – 220В. При частых скачках напряжения рациональнее использовать инвертор, который может защитить аппарат от подобных влияний и обеспечит надежную работу.
- Типы и марки металлов, которые необходимо соединить. Постоянный ток, который требуется для сварки деталей из чугуна или цветного металла могут обеспечить сварочный генератор или выпрямитель. Трансформатор применяют для сварки элементов из черного металла.
- Вес сварочного аппарата. Не всегда большой вес говорит о длительности полноценного использования. Современные сварочные агрегаты, обладая достаточно небольшим весом, могут служить долго, выполняя все поставленные задачи, в отличие от увесистых устаревших моделей. Особенно это актуально, когда требуется частое перемещение как между объектами, так и внутри объекта строительства.
- Время работы без возможного перегрева. Эта паспортная характеристика, которая указывается в документации к оборудованию, обозначает, сколько времени может работать аппарат без перерыва, чтобы не допустить угрозы перегрева. Например, если указаны цифры 5х20%, то это означает возможность беспрерывной работы 1 минуту, а затем необходим перерыв в 4 минуты.
- Выходные характеристики сварочного аппарата. При меньших показателях выходных характеристик тока и напряжения дают возможность выполнять работы с толстым металлом. Однако в таких аппаратах обмотка быстрее нагревается, следовательно, термостат быстрее может вызвать отключение сварочного агрегата.
Кроме сварочного оборудования в процессе сваривания 2-х и более металлических деталей принимает участие электрод. К выбору, которого надо подходить ответственно. От него зависит не только качество и долговечность шва, но и количество наплавляемого металла, его состав.
Вернуться к оглавлению
Производитель сварочного оборудования чаще всего дает рекомендации, какие именно марки и типы электродов можно использовать в сочетании с ним. Проволока, которая лежит в основе электрода, должна быть качественной изначально. Далее, определяющим параметром использования конкретного типа электродов, является его покрытие.
Выбор электродов необходимо делать исходя из параметров и характеристик свариваемых поверхностей. При этом надо учитывать, что каждая из марок электродов обладает своими особенностями применения. Если использовать не тот тип электрода, то сварной шов может не получиться.
Электроды, согласно нормативным документам, можно разделить по нескольким параметрам:
- назначения использования;
- вид покрытия и его толщина;
- механические свойства и состав покрытия.
Вернуться к оглавлению
Покрытие электрода
Покрытие проволоки может быть:
- Рутиловым. Оно выполнено из диоксида титана, который для напыления на проволоку используется в виде порошка. Применение этого покрытия позволяет получить качественный сварной шов. Такие электроды способствуют стабилизации при горении. Эта марка используется для соединения ржавых или влажных деталей. Малое количество образовывающихся при сварке брызг, способствует малому расходу металла при выполнении работ, шов при этом получается аккуратным. Они способны работать как при использовании оборудования, работающего на постоянном, так и на переменном токе. Стоимость их довольно высокая, но широта применения данного вида вполне это оправдывает.
- Ильменитовым. При покрытии проволоки к диоксиду титана добавляют железо. При работе образуется прочный эластичный шов.
- Основным.
В качестве материалов для покрытия используют карбонатовые и фтористые соединения.
Они устойчивы к воздействию изменяющимся температурам окружающей среды. Но существенным недостатком этого вида электродов является то, что их применение ограничивается только деталями, которые не имеют ржавой кромки. Однако их можно использовать при выполнении работы в любом положении и направлении (сверху вниз, снизу вверх). Их применяют для сваривания конструкций, которые в дальнейшем будут эксплуатироваться при низкой температуре с переменными или ударными нагрузками. Особенностью использования данных электродов является то, что они могут быть применены только в сварочных работах, которые ведутся постоянным током обратной полярности.
Кроме того, различают еще рутилово-основное и рутилово-целлюлозное покрытие. Электроды, которые покрыты первым из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. Второе покрытие наносят на проволоку, которую будут применять при сварке толстого покрытия.