Wires for argon-arc welding. Welding wire for welding with argon. Welding wire for gas welding of steels
As a rule, in the home, various types of welding work do not occur with such frequency as in production areas where welding is an important part of the whole process.
However, with the need for welding, the question often arises of choosing the welding method and the type of welding machine. In addition, special attention is paid to the process of choosing consumables.
Three pieces of flame: an arrow, a train and a flame. When the proportion of oxygen exceeds the above value, the dart turns blue, pointed, less bright, and the recovery zone flashes. The plume is shortened and narrow, and the flames begin to whistle. Under these conditions, the flame oxidizes and becomes brittle. This type of flame is known as an oxidizer.
Finally, if the acetylene fraction is greater than the proportion of oxygen, the flame turns into fuel. The apparatus containing welding equipment. A bottle of dissolved acetylene. "A bottle of oxygen." "Torch". - Basic accessories for the use of gases: safety valves, hand valves, pipelines for gases and rubber tires or pipes.
1 Welding welding wire and its features
Welding, namely, aluminum wire, characterized by a continuous cross-section, directly affects the entire process of work.
Read also: description and advantages of technology bathroom Welding.
As a rule, such a the filler welding wire is designed for carrying out works related to mechanized arc welding.
A vessel with water to cool the pieces. Metal brush. "Hammer and pick, if necessary." - Suitable for welding materials. - Brass needle for cleaning the tube of the burner nozzle. Oxyacetylene welding installations. Depending on the pressure of use, the equipment is classified by.
1Є Low pressure setting. A bottle of oxygen or a bottle of bottles with a manometer or a manometer and a sewer.
- Pipeline for the distribution of acetylene with its safety valve.
- One torch for each work point.
This product also contributes to the formation of surfacing of aluminum and alloys with its sufficient content in a medium filled with protective gases.
The presented filler wire, made with aluminum, provides support for all leading welding and technological characteristics at a high level.

Welding torches are a device designed to receive and mix gases in convenient proportions to produce a flame of high heat output at the outlet. Practical oxygen consumption should be three times greater than that of acetylene. The torch consists of two fittings, handles, cranes, a tuyere and a nozzle.
Types of welding torches Welding torches are classified according to the pressure with which acetylene is used in: low-pressure burners and high-pressure torches. In his work it is important. 1Є Do not force the torch. 2Є When installing the nozzle or nozzle into the injector, make sure that the gasket is made perfectly. 3 While the burner is on, do not attempt to tighten or loosen the nuts. 4Є Do not press on the torch or on it. 5Є Use the torch for the correct pressure. 6Є When the outlet is increased, the dart appears faulty.
In addition, this product exhibits stable mechanical properties characteristic of such a variety of metal, and the seam is distinguished by the high reliability of all welded joints.
1.1 About the types of products
The filler wire, by means of which aluminum is welded, depending on the features of its purpose, is manufactured with an orientation to two basic standards:
You must change the nozzle. 7Є When flame or oxygen is given, close the oxygen cock and cool the lance in the water. Wax oxyacetylene welding practice Welds must be manufactured in such a way that all safety guarantees are obtained. This makes it necessary to study the connection situation, the chosen welding method and additional or sometimes necessary treatments to eliminate deformations or internal stresses arising from the heat generated during welding.
When the soldered parts must withstand certain stresses, it is important to choose the most appropriate position for the welds. The welding method and ease of its implementation are chosen. Resistance to stress. Butt welding can be performed by releasing the edges of the connected parts, properly punched by a torch or mechanically fastened.
- GOST 14838-78 - this filler welding wire is intended for cold embankment from aluminum and alloys with its increased content.
- GOST 7871-75 is a filler, namely, a wire for welding aluminum and its alloys.
In order to weld one particular alloy taken, in most cases (with a demand orientation), several wire grades are used.
When the parts to be welded are fixed, the edges must be. Advantages of right welding when welding to the left. An electric arc is a discharge of an electric current through separation in a circuit and is maintained by the presence of an ionized gas column through which a current flows. The electric arc begins when the electrode approaches the part after the contact is quickly separated from the part at a short distance. A well is formed of molten metal, consisting of a base metal and filler, near the tip of the electrode.
But, as practice shows, the most rational use of wire, which has a universal purpose.
Such a filler wire without orientation to a high degree of its universality and is able to provide the fused segments with seams with high quality indicators of leading characteristics and values. Among them, it is especially worth paying attention to such important parameters as:
In most arc welding processes, a filler is added during the operation to increase the volume and strengthen the weld joint. When the electrode moves along the joint, the molten metal solidifies well. Electrodes used in this type of welding can be consumed or not consumed. Consumable electrodes can be in the form of rods or wires. The electric arc consumes the electrode during welding, and this is added to the molten compound as a filler. The disadvantages of rod electrodes are that they must change periodically.

Welding wire for aluminum TELWIN
- high degree of resistance to hot cracks;
- strength;
- plasticity indices;
- resistance to harmful corrosive processes.
At present, the range of alloys produced with the use of aluminum is quite extensive.
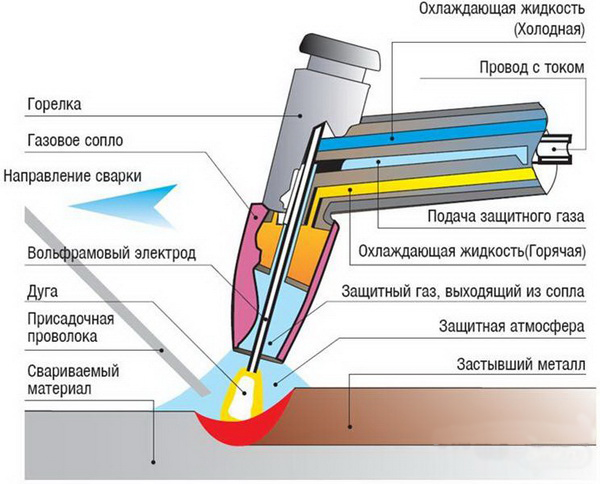
Non-consumable electrodes are made of tungsten, which resist clumping through an electric arc. The tungsten electrode is gradually worn out, like any tool. The filler should be provided with a separate wire. Electric Arc Protection In electric arc welding, high temperatures lead to the interaction of metals with oxygen, nitrogen and hydrogen in the air. Due to these conditions, the mechanical properties of the welded joint can deteriorate. To protect the weld, all processes with electric arc are equipped with some means to protect the arc of air.
It is known that there are a number of generalized requirements that are related to the process of preparation for welding.
2 About the features of the material
When using a wire for aluminum welding, the edges and the area located around the seam are carefully subjected to detailed stripping.
These actions begin immediately before the start of the welding process. The fact is that such a metal as aluminum in the shortest time is covered with a thin layer of oxide (Al2O3).
This is achieved by covering the electrode tip, electric arc and welding well with gas, a stream or both. Protective gases: argon, helium, which are inert. Flux is a substance that is used to prevent the formation of oxides, dissolves it and facilitates its easy removal. During welding, the flow melts and becomes a liquid slag that closes the work and protects the weld seam. The slag hardens when it cools, and is removed with a brush or chisel.
Also, the flux provides a protective atmosphere, stabilizes the electric arc and reduces the spray. The flux can be used in the following ways. Emptying a granular stream when working with a rod electrode coated with flux. Use of tubular electrodes containing a flux in the core. . This is an electric arc welding process that uses a consumable electrode and consists of a metal supply rod covered with chemical materials that provide flow and protection.
For this, the welding process produced in an artificially created environment special protective inert gases, the most used of which is argon.
When welding with wire, one mandatory requirement is formed, which must be followed strictly.
Since the length of the electrode varies, this affects the heating of the electrode resistance. Current levels should be maintained in a safe range, or the coating will overheat and melt prematurely. The stock periodically changes. . This is a process that uses a continuous consumable bare electrode. The electric arc is protected by a granular flux cap.
Electrode wire is fed from the coil. The flux is introduced at the junction slightly forward from the welding arc under the action of gravity. The granular flux mantle completely covers the welding operation with an electric arc, avoiding sparks, sprays, very dangerous emissions. Therefore, the operator does not need to use a face shield. A portion of the closer arc stream is melted and mixed with the molten solder metal to remove impurities which are then solidified at the top of the weld joint and form a glassy slag.
This is timely use. After the packaging has been opened, the storage time of the product should be kept to a minimum.
This is due to the fact that the aluminum surface is very quickly exposed to oxidation processes, which is directly related to the deterioration of the quality characteristics of the wire.
Especially with it it is worthwhile to handle with a high level of humidity. In the food industry and in adjacent industries, aluminum welding of parts made of aluminum is quite widespread.
Fused, non-melting grains from above provide good protection of the atmosphere and good thermal insulation for the welded surface. This provides cooling under a high quality welded joint with good resistance and ductility. The molten stream can be restored and reused. The solid slag is removed manually.
Welding processes with electric arc using non-consumable electrodes. The process can be performed using a metal filler or without metal. High quality No spray, because there are no auxiliary materials through the electric arc. Cleaning is not required because it does not use flux. . This is a special form of welding with tungsten with an electric arc and protective gas, in which the controlled plasma arc is directed to the welding area. The tungsten electrode is placed inside the nozzle, which concentrates the flow of the inert gas at high speed in the electric arc region.
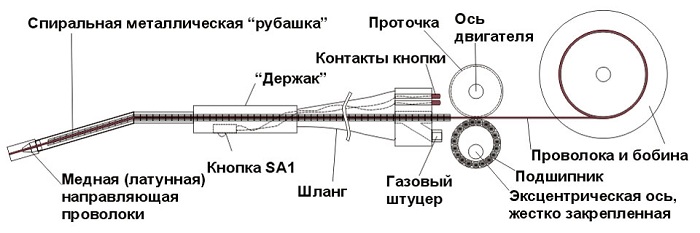
The very process of welding, in which products made with the use of stainless steel and alloys having a high degree of heat resistance are combined, is carried out with the direct participation of a special semi-automatic.
In him contains the required amount of shielding gas. All types of welding wire are produced by such a technology, which forms in products a large percentage of high-alloy steel, characterized by high heat resistance characteristics.
This creates an intense hot plasma arc at a high speed. The reason for these high temperatures is due to the tightness of the electric arc and the energy concentration to ensure saving of small diameter plasma. Good arc stability High speed of movement Excellent welding quality. Expensive equipment The size of the torch limits access in some connection configurations. They have the task of carrying current and shielding gas in the welding zone. This can be natural cooling or forced cooling.
In all cases, the composition of this steel includes silicon and carbon. Due to the inclusion of silicon in the composition of the welding wire, the index of strength of the welded seam obtained and its other qualitative characteristics increase at times.
The presence of carbon compounds stops the formation of intercrystalline corrosion. In addition to these elements, aluminum filler wire can contain nickel and chromium.
The former are used for thin-thickness welding, which do not require high intensity, and forced cooling is recommended for jobs requiring an intensity exceeding 200 amperes. In these cases, the circulation of water inside the electrode holder prevents overheating.
The tungsten electrode, which carries the current to the welding zone, is rigidly held by a clamp located in the electrode holder body. Each electrode holder has a set of clamps of different sizes, which allow clamping electrodes of different diameters. The shielding gas reaches the welding zone through a nozzle of a ceramic material attached to the head of the electrode holder. The nozzle has the task of directing and distributing the shielding gas along the welding zone. To meet the various consumption requirements, each electrode holder is equipped with a set of nozzles of different diameters.
This type of products is characterized by a high degree of resistance to corrosive processes. It is used in such areas as:
- machine building;
- food industry;
- light industry;
- oil industry;
- shipbuilding.
It is also worth noting that the aluminum alloy of high quality filler wire is actively used in the mechanized process of arc welding.
To eliminate turbulence in a gas jet that could absorb air and contaminate the weld, some electrode holders are equipped with a device consisting of a series of stainless steel grids that are inserted into the nozzle surrounding the electrode.
By activating the control switch located on the electrode holder, a gas and current flow is initiated. On some devices, the activation of the gas and current circuits is carried out with the help of a pedal. The advantage of this second system is that it allows you to more accurately control the welding current when we approach the end of the cord. The gradual decrease in current intensity reduces the crater that forms when the base solidifies and there is less danger that the final part of the welding will be without adequate protection from the gas.

The presented version of the welding wire is able to show high performance each separately taken welding-technical characteristics, the general level of stability of the mechanical properties of the joints, and the overall level of reliability of the welded joint obtained.
At the same time, most professional welders note that aluminum is the most whimsical metal in welding.
This material is highlighted by a number of special properties that you need to know and take into account for effective work.
When heated, this material does not change its original color and differs, unlike most metals, with a wide range of melting points.
This material is known for its non-magnetic properties. Now the most common welding wire is aluminum for semiautomatic machines. It is most often used in conjunction with these units.
2.1 Nuances of use
It has already been mentioned that in all matters related to welding, aluminum is considered to be one of the most capricious materials.
Proceeding from a number of such features, welding of its elements is carried out using electrodes of a special kind.
In this case, as such a special electrode, stands out aluminum welding wire. It is made from such combinations of elements as aluminum and manganese, aluminum and silicon, aluminum and magnesium.
The scope of the presented consumable depends directly on which of the additional elements is contained in its composition.
For example, a wire that contains an alloy of silicon and aluminum is produced with orientation to the marking of CB-AK5.
Often, the variety of consumables is used for the installation of avia, support plates and ICE blocks.
In the case when manganese comes into contact with aluminum, wire is produced under the marking CB-AM5. The presented type of products is characterized by the presence of high strength characteristics and strong resistance to harmful moisture effects.
Proceeding from such specific properties, such a wire for welding actively used in such industries as shipbuilding and brewing industry.
In the case where the manufacture of the welding wire is characterized by the presence of magnesium in its chemical composition, products with the labeling CB-AMR are formed at the output.Like the two described above, this one is also characterized by a fairly wide range of applications.
The exception is those cases in which the value of the level of thermal effect on the resulting weld will be equal to 800ºC. If there is a need for welding or surfacing of products made using aluminum, then a special type of electrode is used.
It is presented in the form of an aluminum welding wire with a solid cross-section. The presented variety of wire is widely used both for carrying out mechanical, and when performing arc welding in a medium filled with protective gases.
When welding of various structural parts from aluminum is carried out, the use of such a wire can provide high stability indicators of the compound obtained.
The same applies to the characteristics of the mechanical properties of the weld seam created. Now, the most widespread are such brands of products as ER-4043 and ER-5356.

In most cases, the application of the first type is actual when welding those parts containing silicon.
Analog versions are represented by the markings CB-AK5 and CB-AK6. The second version is used in most cases when welding and surfacing those parts, which include magnesium.
There are alternative products, which are produced under the marking CB-Amr5. The welded seam obtained with the assistance of such consumable material has sufficiently high strength characteristics.
They exceed the values of ER-4043 products. The presented welding, filler aluminum wire can be used not only as the main electrode, but also as the material by which the additive is washed.
In the event that the marking of the product is selected in strict accordance with the design features and requirements, the resulting welded joint will be very high quality and very durable.
Such a weld is always characterized by a sufficiently high level of mechanical strength, tightness and maximum resistance to harmful effects of corrosive processes.
And the existing weakly expressed magnetic properties of the presented consumable material and subsequently obtained seam will contribute to maintaining the aesthetically pleasing appearance of the entire structure.
2.2 Welding process for aluminum semiautomatic (video)
When welding, filler metals are applied, which are brought to the place of joining of welded products and melted simultaneously with the base metal.
The filler metal serves to fill the weld seam, replenish the loss of metal to the burnt and spray, to form a reinforced seam. The filler metals are used in the form of wires and rods.
The basic requirements for filler wires and rods are as follows:
1) the wire and rods must have a diameter corresponding to the thickness of the metal to be welded;
2) the surface of the wire and rods must be flat and clean, free of scale, rust, dirt, oil, paint and other contaminants;
3) when melting, the wire and rods should melt evenly, calmly, without strong spattering, forming a solid, uniform weld deposit when freezing, without inclusions, pores and other defects;
4) metal, welded with wire or rods, should be well processed;
5) wire and rods must have a certain chemical composition, close in composition to the weld metal;
6) the melting temperature of the wire should be equal to or slightly lower than the melting temperature of the metal to be welded.
The standard filler wires and rods produced by our industry meet these requirements.
Cast iron rods for welding cast iron must satisfy the requirements of GOST 2671-44. They are produced in two brands - brand A and brand B.
Cast iron rods are manufactured in the following sizes:
Diameter in mm ... 4 6 8 10 12 Length in mm .... 250 350 450 450-450
The filler wire used for welding carbon and alloy steels must meet the requirements of GOST 2246-60.
In Table. 1 shows the chemical composition of some electrode wire grades.
The steel electrode wire is produced in diameters of: 0.3; 0.5; 0.8; 1.0; 1.2; 1.6; 2.0; 2.5; 3.0; 4.0; 5.0; 6.0; 8.0; 10.0 and 12.0 mm.
The wire is delivered to the consumer in coils.
Do not use for welding a random wire of unknown chemical composition. If a wire of nonstandard quality is obtained for welding, it is necessary to make a complete chemical analysis of it and check for melting. The wire is checked for melting as follows. Take a piece of wire with a length of 300-500 mm and produce a bead of a roller up to 100 mm long on a plate of the corresponding metal. The thickness of the metal is taken equal to the double diameter of the wire. If the wire is melted without strong sparking when the bead is deposited, the weld metal does not swell when solidified and the surface of the roller has uniform scaling, without sagging, this wire is suitable for welding.
For the welding of non-ferrous metals, as well as stainless steel, in the absence of the right wire, strips cut from metal sheets of the same grade as the metal to be welded are sometimes used.
The quality of the seam is usually assigned worse because of the unequal width of the strips.











