Скорость резания при сверлении стали табличные значения. Сверление отверстий в металле: способы, инструменты, полезные советы. Глубокие отверстия, СОЖ
Расчёт режимов резания при сверлении
Цель работы: научиться рассчитывать наиболее оптимальные режимы резания при сверлении по аналитическим формулам.
1. Глубина резания t , мм. При сверлении глубина резания t = 0,5 D , при рассверливании, зенкеровании и развертывании t = 0,5 (D – d ) ,
где d – начальный диаметр отверстия;
D – диаметр отверстия после обработки.
2. Подача s , мм/об. При сверлении отверстий без ограничивающихся факторов выбираем максимально допустимую по прочности сверла подачу (табл.24). При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до 2 раз. При наличии ограничивающих факторов подачи при сверлении и рассверливании равны. Их определяют умножением табличного значения подачи на соответствующий поправочный коэффициент, приведенный в примечании к таблице. Полученные значения корректируем по паспорту станка (приложение 3). Подачи при зенкеровании приведены в табл. 25, а при развертывании – в табл.26.
3. Скорость резания v р , м/мин. Скорость резания при сверлении
https://pandia.ru/text/80/138/images/image003_138.gif" width="128" height="55">
Значения коэффициентов С v и показателей степени m , x , y , q приведены для сверления в табл.27, для рассверливания, зенкерования и развертывания – в табл. 28, а значения периода стойкости Т – табл. 30.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
Кv = Кмv Киv Кιv ,
где Кмv - коэффициент на обрабатываемый материал (см. табл. 1, 3, 7, 8);
Киv – коэффициент на инструментальный материал (см. табл. 4);
Кιv, - коэффициент учитывающий глубину сверления (табл. 29). При рассверливании и зенкеровании литых или штампованных отверстий вводится дополнительно поправочный коэффициент Кп v (см. табл. 2).
4. Частоту вращения n , об/мин, рассчитывают по формуле
https://pandia.ru/text/80/138/images/image005_96.gif" width="180" height="51">
5. Крутящий момент M кр , Н·м, и осевую силу Ро , Н, рассчитывают по формулам:
при сверлении
Мкр = 10 См Dqsy Кр;
Р0 = 10 Ср Dqsy Кр;
при рассверливании и зенкеровании
Мкр = 10 См Dq tx sy Кр;
Р0 = 10 Ср tx sy Кр;
Значения См и Ср и показателей степени q , x , y приведены в табл. 31.
Коэффициент Kp , учитывающий фактические условия обработки, в данном случае зависит только от материала обрабатываемой заготовки и определяется выражением
Кр = Кмр.
Значения коэффициента Кмр приведены для стали и чугуна в табл. 11, а для медных и алюминиевых сплавов – в табл. 10.
Для определения крутящего момента при развертывании каждый зуб инструмента можно рассматривать как расточной резец. Тогда при диаметре инструмента D крутящий момент, H·м,
![]() ;
;
здесь sz – подача, мм на один зуб инструмента, равная s/z ,
где s – подача, мм/об, z – число зубьев развертки. Значения коэффициентов и показателей степени см. в табл. 22.
6. Мощность резания Ne , кВт , определяют по формуле:

где n пр - частота вращения инструмента или заготовки, об/мин,
Мощность резания не должна превышать эффективную мощность главного привода станка N е < N э (, где N дв - мощность двигателя, h - кпд станка). Если условие не выполняется и N е > N э , снижают скорость резания. Определяют коэффициент перегрузки рассчитывают новое меньшее значение скорости резания https://pandia.ru/text/80/138/images/image011_47.gif" width="75" height="25 src=">, где Рост – осевая сила станка.
7. Основное время То , мин, рассчитывают по формуле ,
где L – длина рабочего хода инструмента, мм;
Длина рабочего хода, мм, равна L = l + l 1 + l 2 ,
где l – длина обрабатываемой поверхности, мм;
l 1 и l 2 – величины врезания и перебега инструмента, мм (см. приложение 4).
Таблица 1
Поправочный коэффициент К мv , учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания.
Обрабатываемый материал | Расчетная формула |
|
|
Серый чугун |
|
Ковкий чугун |
|
Примечания: 1. σв и НВ – фактические параметры. Характеризующие обрабатываемый материал, для которого рассчитывается скорость резания. 2. Коэффициент Кr характеризующий группу стали по обрабатываемости, и показатель степени nv см. в табл.7. |



Таблица 2
Поправочный коэффициент Кп v , учитывающий влияние состояния поверхности заготовки на скорость резания.
Таблица 3
Поправочный коэффициент Км v , учитывающий влияние физико-механических свойств медных и алюминиевых сплавов на скорость резания.
Таблица 4
Поправочный коэффициент Киv , учитывающий влияние инструментального материала на скорость резания.
Обрабатываемый материал | Значения коэффициента Ки v в зависимости от марки инструментального материала |
||||||
Сталь конструкционная | |||||||
Коррозионно-стойкие и жаропрочные стали | |||||||
Сталь закаленная | Н RС 35 – 50 | Н RС 51 – 62 |
|||||
Серый и ковкий чугун | |||||||
Сталь, чугун, медные и алюминиевые сплавы | |||||||
9.4. Методика расчета режима резания при сверлении
Глубина резания при сверленииt =D /2, гдеD – диаметр сверла.
Подача s . Для получения наибольшей производительности при сверлении выгодно работать с максимально возможной подачей, величина которой определяется прочностью сверла и механизмов станка (механизма подачи и механизма главного движения) и жесткостью технологической системы.
Расчет подачи с учетом прочности сверла. Наибольшая подача, допускаемая прочностью сверла, определяется следующим образом:
где K – коэффициент безопасности, учитывающий увеличение напряжений в сверле при его затуплении. На практике принимаютK = 2,5 при сверлении стали иK = 4 – при сверлении чугуна.
Обозначая
 черезC
s
,
а
черезC
s
,
а черезx
s
, получим окончательно:
черезx
s
, получим окончательно:
 .
(9.22)
.
(9.22)
 .
(9.23)
.
(9.23)
Расчет подачи с учетом прочности механизмов сверлильного станка . Максимальная подача, допускаемая механизмом главного движения сверлильного станка, определяется из условия, что максимальный крутящий момент, допускаемый данным механизмом (приводится в паспорте станка), должен быть больше крутящего момента на сверле, т.е.
 ,
,
 .
.
Следовательно, максимальная подача, мм/об, допускаемая механизмом главного движения,
 .
(9.24)
.
(9.24)
Точно таким же образом можно определить наибольшую подачу, допускаемую прочностью реечного колеса механизма подачи. Если обозначим наибольшую силу, допускаемую прочностью механизма подачи Р рейки (приводится в паспорте станка), то наибольшую подачу, допускаемую прочностью рейки, можно определить исходя из следующего условия:
 ,
,
где
 – осевая сила,
– осевая сила,
 ,
(9.25)
,
(9.25)
откуда наибольшая подача, мм/об, допускаемая прочностью реечного колеса,
 .
.
Следовательно, подачу при сверлении необходимо подсчитывать исходя из прочности сверла, а также из значений s 1 иs 2 , допускаемых прочностью механизмов станка.
Выбор элементов режима резания при сверлении следует производить в следующей последовательности:
1) определить максимальную допустимую подачу;
4) проверить
соответствие полезной мощности станка
и мощности, потребной на сверление ( );
);
Стойкость сверла обычно принимается равной диаметру сверлаТ = D или по справочным данным.
Скорость резания подсчитывается по формуле
 ,
,
откуда расчетное число оборотов шпинделя станка, мин –1 ,
 .
.
Частота вращения корректируется по паспорту станка; обычно принимается ближайшее меньшее значение n д.
При этом действительная скорость резания, м/ мин:
 .
.
Крутящий момент при сверлении определяется как:
 .
.
Подсчитанный М кр сравнивают с крутящим моментом станкаМ ст на данной ступени чисел оборотов (n ст). Должно быть
 .
.
Мощность , кВт, необходимая на резание:
 .
.
Потребная мощность главного электродвигателя станка должна быть
 .
.
Должно соблюдаться условие

где N э – эффективная мощность резания.
Основное (машинное) технологическое время, мин, определяется по формуле
 ,
,
где l
– глубина сверления, мм;y
– величина врезания, ,
мм; ∆ – величина перебега, ∆ = (1…2) мм и
половине угла при вершине сверла,L
– расчетная длина резания.
,
мм; ∆ – величина перебега, ∆ = (1…2) мм и
половине угла при вершине сверла,L
– расчетная длина резания.
Пример расчета
На вертикально-сверлильном станке модели 2Н135 сверлят сквозное отверстие диаметром D =28 H 12(+0,21) мм на глубинуl= 120мм. Материал заготовки сталь 45 с временным сопротивлением при растяжении σ в =700МПа (70 кгс/мм 2), заготовка – горячекатаный прокат нормальной точности. СОТС- Укринол-1М (3%). Сверло с двойной заточкой с подточкой поперечной кромки и ленточки. Материал рабочей части спирального сверла-сталь Р6М5 с σ в =850МПа. Углы сверла: 2φ=118 0 ,ψ=55 0 ,α=11 0 ,ω=30 0 .
Назначаем режим резания:
1) t =D / 2= 14 мм
2) для сверления стали с σ в ≤ 80 кгс/мм 2 и диаметре сверла 25…30 мм по таблицам справочника технолога-машиностроителя подача s находится в диапазоне 0,45…0,55 мм/об. Приведенные поправочные коэффициенты на подачу при заданных условиях резания равны единице. Принимаем среднее значение диапазона s=0,5 мм/об. Корректируем подачу по паспортным данным станка в сторону уменьшения: s=0,4 мм/об. Проверяем принятую подачу по осевой составляющей силы резания, допускаемой прочностью механизма подачи станка. Для этого определяем осевую составляющую силы резания

Для сверления конструкционной стали с σ в =700МПа инструментом из быстрорежущей стали с учетом условий его заточки справочные данные:Ср =68,Х р =1,Ур =0,7.
Поправочный коэффициент на осевую составляющую силы резания Кр = Км р .
Км
р
=
 ;n
p
=0,75;Км
р
=
;n
p
=0,75;Км
р
=
 =
0,93 0,75 =0,95.
=
0,93 0,75 =0,95.
В единицах системы СИ Р 0 =9,81·68·28·4 0,7 0,95 =9404 Н (958,7 кгс).
Для исключения перегрузки механизма подачи станка, необходимо выполнить условие:
Р 0 ≤ Р max ,
где Р max (Р рейки) – максимальное значение осевой составляющей силы резания, допускаемой механизмом подачи станка. По паспортным данным станка 2Н135 Р max =15000 Н. Так как 9404<15000, то назначение подачиs =0,4 мм/об вполне допустимо.
3) назначаем период стойкости сверла по таблицам справочников. Для сверла диаметром 28 мм при сверлении конструкционной стали инструментом из быстрорежущей стали рекомендуемый Т =50 мин. Допустимый износ сверлаh з =0,8…1,0 мм для резания стали сверлами из быстрорежущей стали приD > 20 мм.
4) Скорость главного движения резания, допускаемая режущими свойствами сверла
 .
.
Коэффициенты и показатели степеней для формулы скорости резания выбираем из справочных таблиц для обработки сквозного отверстия детали из конструкционной углеродистой стали с σв =75 кгс/ мм2 при s> 0,2 мм/об: CV =9,8, xv =0, yv = 0,5, qv =0,4, m=0,2.
Учитывая поправочные коэффициенты на скорость главного движения резания, определяем K М V .
K
М
V
= C
м
 ;
;
C
м
=1,n
v
=0,9,K
М
V
=1
· =1,07 0,9 =1,065,K
nV
=1. Поправочный коэффициент, учитывающий
глубину сверления
K
lV
принимается в зависимости от отношенияl/D
. Так какl/D
= 120/
28 =4,28, то
K
lV
=0,85.
=1,07 0,9 =1,065,K
nV
=1. Поправочный коэффициент, учитывающий
глубину сверления
K
lV
принимается в зависимости от отношенияl/D
. Так какl/D
= 120/
28 =4,28, то
K
lV
=0,85.
Общий поправочный коэффициент на скорость резания K V представляет собой произведение отдельных коэффициентов:
K V = K М V · K nV · K lV ; K V =1,065·1,0·0,85 =0,905.

4) частота вращения шпинделя, соответствующая найденной скорости главного движения резания:


Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения:n ст =250 мин -1 .
5) действительная скорость главного движения резания

 .
.
6) Крутящий момент от сил сопротивления резанию при сверлении
 .
.
По таблицам справочника : C м =0,0345,q м =2,Ум =0,8.
Учитывая поправочный коэффициент Кр , определяемКр = Кмр =0,95.
В единицах СИ крутящий момент принимает следующее значение .
7) мощность, затрачиваемая на резание


8) Проверяем,
достаточна ли мощность станка. Обработка
возможна, если
 4,5·0,8 = 3,6, 3,6 >3,16.
4,5·0,8 = 3,6, 3,6 >3,16.
9) основное время

При двойной заточке сверла длина врезания (мм) у=0,4 D ; у=0,4·28=11 мм. Перебег сверла Δ =2 мм. Тогда расчетная длина резанияL =120+11+2=133мм.

Основными элементами режима резания при сверлении являются скорость резания, подача и глубина резания.
Скоростью резания называется окружная скорость наиболее удаленной от центра сверла точки режущей кромки, измеряемая в метрах в минуту (м/мин
).
Скорости резания при сверлении (работа с охлаждением) конструкционных сталей
Подача |
Диаметр сверла в мм |
||||||||||
Скорость резания в м/мин |
|||||||||||
0,05 |
46 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Скорость резания v определяется по формуле
где D
- диаметр сверла;
n
- число оборотов шпинделя в мин.;
π = 3,14 - постоянное число.
Число оборотов режущего инструмента определяется по формуле
При сверлении или развертывании отверстий важно правильно выбрать скорость резания, при которой инструмент будет работать нормально, т. е. наиболее эффективно.
Таким образом, скорость резания режущего инструмента и подача его на один оборот составляют режим резания.
Режим резания необходимо выбирать таким, чтобы сохранить инструмент от преждевременного износа с учетом максимальной производительности.
Режимы резания можно выбирать по табл. 19 и 20.
Таблица 20
Переводная таблица скоростей резания и чисел оборотов сверл в минуту
Диа- |
Скорость резания в м/мин |
||||||||||
Число оборотов в минуту |
|||||||||||
1 |
3180 |
4780 |
6370 |
7960 |
9550 |
11150 |
12730 |
14330 |
15920 |
19100 |
31840 |
Зная диаметр сверла и материал обрабатываемой детали, находим по табл. 19 и 20 скорость резания, а по скорости резания и диаметру сверла определяем по переводной таблице (или по формуле) число оборотов сверла в минуту. Найденное число оборотов и значение подачи сопоставляют с фактическим числом оборотов шпинделя станка. На каждом станке имеется таблица оборотов шпинделя и подач, которая прикреплена к станку.
При работе сверлами из углеродистой стали величины скорости резания и подачи следует уменьшать на 30 - 40%.
Для уменьшения трения и нагрева инструмента при сверлении применяют охлаждающую жидкость. При обильном применении охлаждающей жидкости при сверлении стали можно увеличить скорость резания примерно на 30 - 35%. Кроме этого, обильное охлаждение облегчает удаление стружки из отверстия. Для нормального охлаждения необходимо к месту сверления подавать не менее 10 л
охлаждающей жидкости в минуту.
При сверлении различных металлов и сплавов рекомендуется применять охлаждающие жидкости, приведенные в табл. 21.
Если во время работы режущая кромка сверла быстро затупляется, то это признак того, что скорость резания выбрана слишком большой и ее надо уменьшить.
При выкрашивании режущих кромок следует уменьшить величину подачи.
Для предупреждения затупления и поломки сверла на выходе из отверстия рекомендуется уменьшать подачу в момент выхода сверла.
Для получения отверстий высокого класса точности развертки в шпинделе станка крепят на специальных качающихся оправках, которые дают возможность развертке занимать требуемое положение в отверстии. Этим устраняется «разбивание» отверстия.
Для получения высокой чистоты обработки отверстия при работе развертку следует смазывать растительным маслом.
Скорость резания при развертывании отверстий в стали принимается равной от 5 до 10 м/мин
, подача - от 0,3 до 1,3 мм/об
.
В табл. 22 приведены величины скорости резания при развертывании отверстий в различных металлах.
Средние скорости резания развертками на сверлильных станках в м/мин
При сверлении отверстия диаметром более 25 мм
рекомендуется производить предварительное сверление сверлом диаметром 8 - 12 мм
, а затем рассверлить отверстие до требуемого диаметра.
Разделение обработки отверстия на два прохода - сверление и рассверливание способствует получению более точного по диаметру отверстия, а также уменьшает износ инструмента.
При сверлении глубокого отверстия необходимо своевременно удалять стружку из отверстия и спиральных канавок сверла. Для этого периодически выводят сверло из отверстия, чем облегчают условия сверления и улучшают чистоту обрабатываемого отверстия.
При сверлении деталей из твердых материалов применяют сверла, оснащенные пластинками из твердого сплава.
Пластинки твердого сплава закрепляют пайкой на медь к державке, изготовляемой из углеродистой или легированной стали.
Скорость резания такими сверлами достигает 50 - 70 м/мин
.
А. Выбор подачи
Подача при сверлении представляет собой перемещение сверла за один его оборот и измеряется в мм/об.
Величина подачи выбирается в зависимости от диаметра сверла и обрабатываемого материала. Сверло большего диаметра по своей прочности допускает большую подачу. Подача выбирается максимально допустимой с учетом требуемой чистоты и точности обработки.
Технологически допускаемая подача при сверлении спиральными сверлами из быстрорежущей стали и сверлами, оснащенными твердым сплавом, выбирается на основе опыта (см. табл. 1).
Таблица Подачи при сверлении S, мм/об.
|
Сталь, а < 90 кг/мм 2 |
Чугун и цветные металлы |
||||||
|
быстрорежущая сталь |
твердый сплав | ||||||
|
быстрорежущая сталь |
твердый сплав |
быстрорежущая сталь |
твердый сплав |
||||
Подачи, приведенные в таблице 1, даны для сверления отверстий с глубиной сверления до трех диаметров.
При глубине сверления больше ЗД следует вводить поправочный коэффициент к = 0,75 - 0,9.
В случаях, когда диаметр отверстия превышает 30-40 мм, следует применять рассверливание, деля припуск примерно на две равные части.
При рассверливании величина подачи увеличивается примерно в полтора -два раза по сравнению с приведенными табличными данными.
Максимальные значения подач применяют при сверлении глухих отверстий При сверлении сквозных отверстий для всех перечисленных случаев следует брать среднее значение подач. Это уменьшение величины подачи при сквозном сверлении объясняется тем, что при выходе сверла из отверстия вследствие наличия упругих деформаций в шпинделе, механизме подачи станка, в сверле, а также наличии мертвого хода шпинделя, фактическая подача может увеличиваться, что приведет к заеданию сверла и выкрашиванию режущих кромок.
Б. Скорость резания при сверлении
В процессе сверления имеют место стесненные условия отвода стружки в связи с ограниченным пространством между стенками отверстия и поверхностью винтовых канавок сверла.
Выбор скорости резания при сверлении зависит от следующих основных факторов: 1) обрабатываемого материала; 2) материала режущей части сверла; 3) диаметра сверла; 4) подачи; 5) стойкости сверла; 6) глубины просверливаемого отверстия; 7) формы заточки сверла; 8) охлаждения.
Скорость резания при сверлении в зависимости от основных факторов резания может быть подсчитана по формуле:
где C v - постоянный коэффициент, характеризующий обрабатываемый мате риал, материал инструмента, геометрию сверла, различные условия обработки (С 12-20);
Д - диаметр сверла, мм;
Т - период стойкости инструмента, мин.;
S - подача, мм/об.;
t - глубина резания (припуск на сторону), мм.
В. Основное (технологическое) время
Основное технологическое время при сверлении, рассверливании, зенкерова нии и развертывании определяется по формуле:
 (2)
(2)
где L - расчетная длина обработки, мм; n - число оборотов инструмента, об./мин.;
S - осевая подача инструмента, мм/об.
Расчетная длина L определяется следующей суммой:

Величина врезания
l1
при сверлении будет равна: а
при рассверливании,
зенкеровании и развертывании
а
при рассверливании,
зенкеровании и развертывании Величина
выхода сверла 1 2
= 1–2мм.
Величина
выхода сверла 1 2
= 1–2мм.
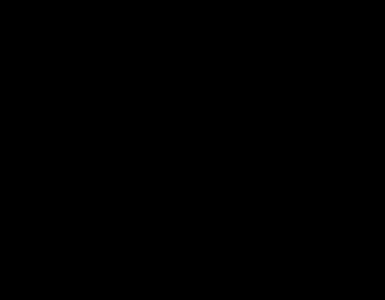
В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. На каждую точку режущей кромки действуют силы сопротивления. Заменим их равнодействующей силой, приложенной к точке А на расстоянии, примерно равном D /4 от оси сверла. Последнюю можно разложить на три составляющие силы Р x , Р у и Р z (рис.72.)

Рис. 72. Силы, действующие на сверло
Сила сопротивления Р х направлена вдоль оси сверла. В этом же направлении действует сила Р п на поперечную кромку, сила трения Р т ленточки о поверхность отверстия, cилы сопротивления, действующие на сверло вдоль ее оси, на ось X заменим равнодействующей силой Р 0 , которая называется осевой силой или силой подачи. Она преодолевается механизмом подачи станка. Последний должен передать на шпиндель станка осевую силу Р" 0 , способную преодолеть силу Р 0 . Максимальная осевая сила, допускаемая механизмом подачи станка, приводится в его паспорте.
Формулы для подсчета осевой силы и момента при сверлении:
Определение силы Р 0 и момента М кр производится по эмпирическим формулам, полученным экспериментальным путём. Для сверл из инструментальных сталей при обработке стальных и чугунных деталей они имеют следующий вид:
; , кГс·мм – при сверлении;
; , кГс·мм при рассверливании.
где: С р и С м – коэффициенты, зависящие от обрабатываемого металла, формы заточки сверла и условий резания;
z p , x p , y p , z M , x M и y M – степени влияния диаметра сверла D , глубины резания t , подачи s на осевую силу P 0 и крутящий момент при сверлении М ;
K p и K M – поправочные коэффициенты на изменённые условия сверления;
Радиальные силы Р у , разнонаправленные, уравновешиваются (SР у = 0). Сила Р z создает момент сопротивления резанию М на главных режущих кромках, а сила Р т ’, касательная к ленточке, - момент трения на ней (им обычно пренебрегают).
Относительное влияние элементов сверла на силу резания и момент кручения при сверлении приведены в таблице 16.
Таблица 16. Влияние элементов сверла на осевую силу P 0 икрутящиймоментМ
Момент сопротивления резанию M рез преодолевается механизмом главного движения, т. е. крутящим моментом на шпинделе станка М кр . На каждой ступени шпинделя станка мощность N шп постоянна, момент М кр переменный. Он зависит от частоты вращения (числа оборотов) п на данной ступени и определяется:
М кр = 716200·1,36·() кГс мм ; N шп = N дв ·h , кВт ,
М кр = 974000·() кГс мм .
Зная момент сопротивления М , можно определить эффективную мощность N э затрачиваемую на резание при сверлении,
![]()
Мощность на подачу сверла составляет около 1 % от мощности и в расчетах не учитывается. По мощности определяют мощность, которую должен иметь электродвигатель станка для обеспечения заданного процесса резания:
, кВт
Станок пригоден для заданных условий сверления, если N шп > N e .
6.4. Влияние различных факторов на осевую силу и момент при сверлении. На осевую силу Р 0 и момент сопротивления резанию М влияют свойства обрабатываемого материала, геометрические параметры сверла, элементы среза (диаметр, подача) и др.
6.4.1. Свойства обрабатываемого материала . Чем выше предел прочности σ в и твердость НВ материала, тем больше его сопротивление резанию, тем выше значения Р 0 и М . Для сверл из быстрорежущей стали получены экспериментально следующие зависимости:
![]() , и - для стали;
, и - для стали;
![]() , и - для чугуна.
, и - для чугуна.
где: С р и С м – коэффициенты, зависящие от условий резания.
6.4.2. Геометрические параметры сверла . С увеличением угла w осевая сила Р 0 и момент М уменьшаются в связи с увеличением передних углов γ х на главных режущих кромках и облегчением отвода стружки. Угол j , (2j ) влияет на составляющие силы резания и момент по аналогии с точением: при уменьшении угла осевая сила Р 0 уменьшается, а тангенциальная Р z увеличивается, тем самым увеличивается и М . С уменьшением угла 2j сопротивление резанию в связи с увеличением γ х уменьшается, но одновременно увеличивается ширина среза и уменьшается его толщина. Последнее ведет к росту деформации (тонкие стружки деформируются полнее) и, следовательно, росту силы Р x и момента М . Угол наклона поперечной кромки d > 90° (см. рис. 72) и это значительно увеличивает осевую силу Р 0 . Ранее было отмечено, что сила, действующая на поперечную кромку Рп = 0,55Р 0 . Для ее снижения уменьшают длину кромки путем подточки, увеличивают ее передний угол, тем самым создаются более благоприятные условия резания вблизи нее. На величину М геометрия поперечной кромки влияет слабо. Двойная заточка сверла также слабо влияет на Р 0 и М .
Диаметр сверла и подача. С увеличением диаметра сверла D и подачи s увеличиваются ширина и толщина срезаемого слоя, следовательно, возрастают силы и момент резания. Экспериментально установлено, что диаметр сверла влияет на Р 0 в большей степени (1), чем подача (0,8). Для объяснения можно привести аналогию с точением, где глубина резания t влияет в большей степени на силы резания, чем подача (см.), а при сверлении t = D /2 мм. Подача влияет примерно в одинаковой степени (0.8) на осевую силу Р 0 и крутящий момент М , а диаметр влияет в большей степени (1,9) на М и в меньшей - на Р 0 (1). Это объясняется тем, что при увеличении диаметра й возрастает сила Р z , создающая момент М , и одновременно увеличивается длина плеча, на котором действует эта сила, что также способствует увеличению М (рис.).
Охлаждающая жидкость. Подача охлаждающей жидкости в зону резания облегчает отвод стружки, уменьшает работу трения и замедляет износ сверла. Она способствует снижению осевой силы Р 0 и момента М до 25% при обработке стальных деталей и до 15% - при обработке чугунных.
Износ сверла
Природа и характер износа сверл и резцов одинаковы. При обработке вязких материалов (сталей и др.) быстрорежущими сверлами изнашиваются передние и задние поверхности сверла (рис. 73.), а у твердосплавных сверл передние поверхности изнашиваются незначительно.

Рис. 73. Характер износа сверла: А – по задней поверхности; Б – по ленточке; В – по уголкам; Г – по передней поверхности
При обработке хрупких материалов (чугуна, пластмассы и др.) преимущественно изнашиваются задние поверхности и уголки сверла. Передние и задние поверхности сверла более интенсивно изнашиваются на периферии, так как здесь скорость резания наибольшая и уголки сверла, являясь ослабленным местом, сильно нагреваются и разрушаются. Закономерность износа свёрл примерно та же, что и резцов при точении (Рис. 74).

Рис. 74. Характер протекания износа сверла от времени работы
Оценку износа рекомендуется производить: при обработке вязких материалов -по длине износа по задним поверхностям h з , для хрупких материалов - по длине износа уголков h y . Допустимая величина износа -критерий износа при сверлении быстрорежущими свёрлами:
h З кр = 0,4…1,2 мм, при обработке стали;
При обработке чугуна быстрорежущими свёрлами в качестве критерия износа принимается износ по длине уголков.
h у = 0,4…1,2 мм – обработка сверлом из быстрорежущей стали;
h у = 0,9…1,4 мм. – обработка сверлом из твёрдого сплава;
Период стойкости Т , мин, зависит от диаметра сверла и обрабатываемого материала.
Т = (1,0…1,25)∙D – обработка стали быстрорежущими свёрлами;
T = (1,25…1,5) D – обработка чугуна быстрорежущими свёрлами;
Т = (1,5…2,0) D – обработка чугуна свёрлами из твёрдого сплава.
В результате проведенных опытов при сверлении стали быстрорежущими сверлами получена следующая зависимость:
Из полученных результатов видно, что на износ сверла в большей степени влияет скорость, в меньшей - подача. Это становится понятным, если учесть, что на температуру резания степень влияния скорости примерно в 2 раза выше, чем подачи.