Вес газопроводной трубы на 1440. Водогазопроводные трубы: сортамент и стоимость за метр
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1 , 3 ).
1.2. По длине трубы изготовляют от 4 до 12 м:
мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
Размеры, мм
|
Условный проход |
Толщина стенки труб |
Масса 1 м труб, кг |
|||||
|
обыкновенных |
усиленных |
обыкновенных |
усиленных |
||||
Таблица 2
Размеры, мм
|
Условный проход |
Наружный диаметр |
Толщина стенки |
Масса 1 м труб, кг |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
|
Размеры труб |
Предельные отклонения для труб точности изготовления |
|
|
повышенной |
||
|
Наружный диаметр с условным проходом: |
||
|
до 40 мм включ. |
||
|
- 0,5 |
||
|
Наружный диаметр с условным проходом: свыше 40 мм |
||
|
- 1,0 |
||
|
Толщина стенки |
- 15 % |
- 10 % |
Примечания :
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
1.4. Предельные отклонения по массе труб не должны превышать +8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
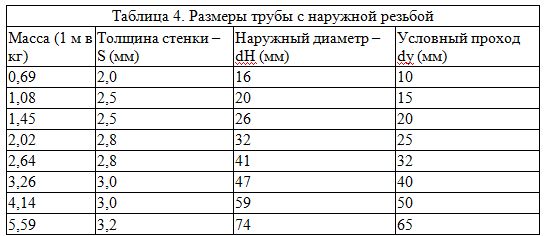
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944 , ГОСТ 8954 , ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2° . Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307 .
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2 / 3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050 .
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в , а по требованию потребителя до 10 %.
2.12., 2.13. (Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050 : химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006 . Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728 . Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6° .
Допускается проведение испытания на оправке с углом конусности 30 ° .
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695 .
(Измененная редакция, Изм. № 3).
Водогазопроводные стальные трубы для разводки газовых, отопительных и водопроводных сетей, обустройства с/х, строительных, транспортных и авиационных конструкций зависит от ряда факторов:
- технологии изготовления: конструкции из «черного металла» и оцинкованные (оц);
- точности производства: обыкновенной или повышенной (П).
- сечения стенок: тонких, обычных или усиленных.
- по типу нанесения резьбы: с нарезной, накатанной (короткой или удлиненной) резьбой и без нее.
Сортамент ВГП труб
Измерение ВГП трубопровода производится по условному сечению (Ду) и условному проходу от 6 до 150 мм. Внешний диаметр представлен соответствующим диапазоном от 10,2 до 165 мм. Сечение металла трубопроводов:
- лёгких - 2,5 - 4 мм;
- обычных - 2,8 - 4,5 мм;
- высокопрочных - 3,2 - 5 мм.
Кривизна трубопроводов на 1м протяженности не должна выходить за верхние пределы:
- 2 мм - с условной проходимостью до 2 см;
- 1,5 мм - с условной проходимостью от 2 см.


Выпуск труб производится с разной протяженностью:
- Мерной - 4…12м;
- Кратной мерной протяженности - в диапазоне мерной. Допускается наличие припусков с обеих сторон по 5мм и прибавка по продольной линии в +10 мм.
- Немерной протяженности в рамках мерной.
По договоренности с покупателями в партиях немерной ВГП продукции возможно до 5 % конструкций протяженностью от 1,5 до 4 м. Для резьбового соединения, разработанного по технологии наката возможно уменьшение внутреннего сечения до 10%. Вес 1м стального трубопровода рассчитывается при плотности материала 7,85 г/см3.
Иногда параметры стальных ВГП труб указывают в дюймовом измерении. Ниже представлена их расшифровка:

Возможна поставка изделий с муфтами и резьбовым соединением односторонним или двусторонним (при условной проходимости от 10 мм), соответствующим ГОСТ 3262-75. Трубы стальные водогазопроводные оцинкованные, цена которых зависит от выбора материала в соответствии с ГОСТ 38094 и ГОСТ 105088, производятся из спокойной, полуспокойной и кипящей стали марок: 08 кп и 08 пс, 10, 15 (кп и пс), 20 (кп и пс), Ст 1пс, Ст 1сп, Ст 2пс, Ст 2сп, Ст 3пс.

Легкие элементы трубопровода
По ГОСТ 326275, выпуск тонкостенных изделий определяет сечение металла от 1,8 до 4 мм. Выбор изделий с оцинкованным покрытием обеспечивает их применение в трубопроводных линиях, используемых для прокладки в агрессивных средах. Различают конструкции с резьбовым или сплошным покрытием.
Соотношение параметров и веса конструкций отличаются в зависимости от диаметра, марки сечения стенок, марки стали и метода обработки заготовок (оцинкованных или из «черного металла»). Важным параметром, влияющим на выбор конструкций, выступает показатель Ду - условный проход (6-150 мм). Сред наиболее популярных моделей выступают ВГП трубы сечением 15-80 мм.
![]()

Обычный ВГП трубопровод
Стальные конструкции обычного класса прочности применяются при прокладке промышленных и бытовых коммуникационных систем, выдерживающих температурный режим от 0 до 90 гр. Трубы выдерживают высокое давление, что требует строгого соблюдения требований по ГОСТ 3262-75. Изготовление конструкций производится с гладкими окончаниями и резьбовым соединением (нарезным и накатанным).

Усиленный трубопровод
Высокопрочные конструкции отличаются увеличенной толщиной металла и массой 1 м. Термическая обработка труб, разработанных из углеродистого сплава согласно ГОСТ 1050 и 380, придает достаточный запас прочности для подачи воды и газа под высоким напряжением.


Трубы под резьбу
По технологии создания резьбы:
- Накатом (Н).
- Нарезкой (Р).
- Без резьбового соединения.
Относительно длины, трубы ВГП классифицируются на изделия с длинным (Д) и коротким резьбовым соединением.
Важно учесть, что отдельные разновидности трубопровода (высокопрочные, облегченные или обычные) после оцинковки увеличивают вес на 3%, относительно неоцинкованных изделий. Но предельный допуск к весу достигает до 8 % (для партий – 10 %) по ГОСТ.

Техпараметры труб ВГП
Электросварной стальной трубопровод
Основные параметры к производству сварных стальных конструкций в соответствии с ГОСТ:
- На швах допускается уменьшение диаметра на 0,5 мм. Технология изготовления построена на принципе печной сварки. По внутреннему сечению предусмотрены допуски - до 1 мм.
- На окончаниях изделий под сварку (при сечении металла от 5 мм), снимается фаска под углом в 35-40 гр., относительно торца. Торцевая часть должна иметь ширину 1-3 мм.
- Трубопроводы с dy от 2 см на внутреннем покрытии имеют сплющенные или срезанные граты высотой до 0,5 мм. При аналогичных условиях, но при внутреннем сечении горячекатаных конструкций в 15 мм – допустимое увеличение объема достигает до 0,5 мм.

Резьбовые трубы
Возможные отклонения и требования к трубопроводу с нарезанным резьбовым соединением:
- Резьбовое соединение ВГП конструкций регламентируется ГОСТ 63-57 (класс В). Исключается наличие заусенцев или рваных участков.
- Возможно образование черных пятен на шовных участках, при этом снижение высоты резьбового соединения относительно нормы варьирует в пределах 15 % .
- Длина резьбового соединения может иметь меньшие параметры до 15% (без сбега), под заказ – до 10%.
Производство оцинкованных конструкций
Если ВГП конструкции производятся с нанесением оцинковки, защитная прослойка должна составлять от 30 мкм. Не предъявляется строгих требований к нанесению покрытия на резьбовом соединении или торцах конструкций. Оцинкованный слой проверяется на наличие пузырей, отслоений и сторонних образований (окислов, шихтов, гартцинки). Обязательно изготовление сплошного покрытия с редкими неточностями в виде пятен от флюса или следов от захвата.
В процессе производства возможно дополнительное цинкование на необработанных участках по ГОСТ 93-07. Исправление допускается на участке 0,5% от всего покрытия.

Изготовление черных труб
- Изготовление муфт производится по стандарту ГОСТ: 89-44, 89-54, 89-65 и 89-66.
- Исключено образование трещин, закатов, воздушных пузырей или пленки на покрытии изделий.
- Допускается наличие мелких дефектов: следов от очистки, флюса, деформации, рисок и рябизны. Однако, они не должны влиять на увеличение объема стенок, препятствующее просмотру.
- Окончания ВГП труб срезают под углом в 90 гр. Допускается скос до 2 гр., заусенцы - до 0,5 мм.
Показатели прочности
Действие гидронапора:
- ВГП легкие и обычные: 24 атм.
- Высокопрочные: 31 атм.
- Специальные: 49 атм.
Проверка на изгиб ВГП конструкций с разной условной проходимостью (dy):
- dy до 4 см – внешнее сечение 2,5;
- dy до 5 см – внешнее сечение 3,5.
Проверка на раздачу:
- dy 1,5 – 5 см: от 7%;
- dy от 6,5 см: от 4%.

Условное обозначение ВГП труб
Ниже приведены наиболее распространенные варианты маркировки:
ВГП труба из «черной стали» с условной проходимостью в 5 см, сечением металла 3,5 мм, обыкновенной точности и немерной протяженности (НД):
![]()
ВГП трубопровод с оцинкованным покрытием, Ду 4 см, сечение металла 3,5мм, обыкновенная точность, нарезное резьбовое соединение, мерная протяженность:
Примечание:
- символ «Н» свидетельствует о наличие резьбы;
- символ «Д» сообщает о наличии длинного резьбового соединения;
- символ «П» определяет выпуск ВГП труб с высокой точностью производства.

Технология изготовления
Производство ВГП труб из стали основано на формовке ленты (штрипса), используя прокатный стан и последующую сварку. В общих чертах технология производства принимает следующий вид:
- Заготовку нагревают до температурного показателя, при котором сталь принимает пластичные свойства.
- С помощью прошивного стана она преобразуется в полый цилиндр - гильзу.
- Раскаленный материал направляют к вальцам, где производится его вытягивание и обжим до заданного диаметра и сечения стенок. На протяжении всего процесса во внутренней полости цилиндра размещена оправка.
- По окончанию процесса производится калибровка трубы вальцами, охлаждение и нарезка на отрезки заданной длины.
Важно: холоднокатаные стальные трубы изготавливаются аналогичным путем. Единственным отличием выступает охлаждение водой перед вальцовкой. К ним применяется обязательная термообработка после проката.

Технологический процесс может разниться, исходя от типа заготовок (выполняемой методом литья, ковки, непрерывного литья или наката), метода раскатки гильзы (прошивка или экструзия - продавливание стали прессом через кольцеобразное отверстие) и пр.
Конструкции с усиленными швами проходят 3 этапа контроля качества:
- визуальный осмотр;
- гидроиспытания;
- действие ультразвуком.
Требования к трубопроводам ВГП по условному проходу (ДУ) и сечению металла регламентирует ГОСТ 326275.
Хранение и транспортировка ВГП труб из стали
Хранение изделий определяется свойствами материала:
- Конструкции с цинковым покрытием обычно фиксируют и покрывают защитным материалом, препятствующим проникновению влаги. Это позволяет предупредить образование ржавчины на участках, не подверженных оцинкованному покрытию.
- Неоцинкованные изделия хранятся в сухом месте, без попадания влаги. Их прочно закрепляют.
К ВГП конструкциям не предъявляют специальных требований, относительно упаковки. В качестве исключения рассматривают изделия с d = 0,6…2 см. Их пакуют в бухты по запросу потребителя. Во время транспортировки отрезки ВГП труб надежно закрепляют, исключая потери.

Назначение ВГП труб
ВГП конструкции применяются для изготовления водогазопроводных магистралей индивидуального и промышленного назначения. Благодаря простой технологии производства и высокопрочным характеристикам, «черные» трубопроводы широко распространены при изготовлении строительных лесов и других металлоконструкций, в сфере сельского хозяйства, машиностроении, автомобилестроении и авиации.
Для подачи воды питьевого назначения применяются трубы с оцинкованным покрытием, предотвращающим действие коррозии.
Для систем водоснабжения, газопроводных и отопительных магистралей служат изделия с обычной точностью, более высокая точность актуальна при разработке элементов к водопроводным и газопроводным сооружениям.
Выпуск изделий для транспортировки воды и газа производится с использованием цилиндрической резьбы. Нарезное резьбовое соединение изготавливается посредством гребенкой или резца. При использовании технологии наката применяется метод холодного проката посредством сжатия заготовок между зазубренными роликами. Накатанная резьба применяется в случае, если требуется сохранение диаметра (он обычно теряется при нарезке).

Каталог с ценами


Видео
Статьи по теме:
Водогазопроводные трубы принадлежат к классу стальных труб целевого назначения. Отличают изделия по методу изготовления. Размеры и соотношения обусловлены нормативами ГОСТ. Также, исходя из потребностей покупателей, определяют трубы с резьбой или без неё.
Сварные изделия из стали по ГОСТ 3262-75 бывают:
- неоцинкованные;
- оцинкованные;
- с резьбой (нарезанная или накатанная);
- без резьбы.
Технические характеристики стальных газоводопроводных труб
Водогазопроводные (ВГП) изделия используются при возведении промышленных сооружений, жилых многоквартирных и частных домов, административных зданий, учебных заведений и других объектов.
ВГП трубы применяются:
- холодное водоснабжение;
- система отопления;
- газопровод.
Стальные сварные изделия по длине нарезают в пределах 4-12 м. Метраж труб по ГОСТ может быть:
- немерной (4-12 м) длины;
- мерной (4-8 м либо 8-12 м) длины.
Водогазопроводные трубы условно делят на группы по параметрам стенки:
- лёгкие;
- усиленные;
- обыкновенные.
Легкие трубы
Соотношение размеров и массы изделий различны, зависят от диаметра, толщины стенки, марки стали, способа обработки материала (оцинкованные, неоцинкованные).
| Условный проход dу (мм) | Толщина борта/стенки – S (мм) | Наружный диаметр – dH (мм) | Вес (1 м в кг) | Количество метров в тонне Nt |
| 6 | 1,8 | 10,2 | 0,37 | 2682 |
| 8 | 2,0 | 13,5 | 0,57 | 1763 |
| 10 | 2,0 | 17,0 | 0,74 | 1352 |
| 15 | 2,35 | 21,3 | 1,10 | 910,5 |
| 15 | 2,5 | 21,3 | 1,16 | 862,7 |
| 20 | 2,35 | 26,8 | 1,42 | 705,7 |
| 20 | 2,5 | 26,8 | 1,50 | 667,5 |
| 25 | 2,8 | 33,5 | 2,12 | 471,7 |
| 32 | 2,8 | 42,3 | 2,73 | 366,6 |
| 40 | 3,0 | 48,0 | 3,33 | 300,4 |
| 50 | 3,0 | 60,0 | 4,22 | 237,1 |
| 65 | 3,2 | 75,5 | 5,71 | 175,3 |
| 80 | 3,5 | 88,5 | 7,34 | 136,3 |
| 90 | 3,5 | 101,3 | 8,44 | 118,5 |
| 100 | 4,0 | 114,0 | 10,85 | 92,16 |
| 125 | 4,0 | 140,0 | 13,42 | 74,54 |
| 150 | 4,0 | 165,0 | 15,88 | 62,96 |

Обыкновенные трубы
| dу (мм) | S (мм) | dH (мм) | Вес (1 м в кг) | Nt |
| 6 | 2,0 | 10,2 | 0,40 | 2473 |
| 8 | 2,2 | 13,5 | 0,61 | 1631 |
| 10 | 2,2 | 17,0 | 0,80 | 1245 |
| 15 | - | 21,3 | - | - |
| 15 | 2,8 | 21,3 | 1,28 | 782 |
| 20 | - | 26,8 | - | - |
| 20 | 2,8 | 26,8 | 1,66 | 603,4 |
| 25 | 3,2 | 33,5 | 2,39 | 418,2 |
| 32 | 3,2 | 42,3 | 3,09 | 324,1 |
| 40 | 3,5 | 48,0 | 3,84 | 260,4 |
| 50 | 3,5 | 60,0 | 4,88 | 205,1 |
| 65 | 4,0 | 75,5 | 7,05 | 141,8 |
| 80 | 4,0 | 88,5 | 8,34 | 120,0 |
| 90 | 4,0 | 101,3 | 9,60 | 104,2 |
| 100 | 4,5 | 114,0 | 12,15 | 82,29 |
| 125 | 4,5 | 140,0 | 15,04 | 66,50 |
| 150 | 4,5 | 165,0 | 17,81 | 56,14 |
Усиленные трубы
Усиленные трубы отличает увеличенная толщина стенки, и соответственно, больший вес 1 погонного метра. Такие изделия применяют для водопровода и транспортировки газа под большим давлением.
| 6 | 2,5 | 10,2 | 0,47 | 2106 |
| 8 | 2,8 | 13,5 | 0,74 | 1353 |
| 10 | 2,8 | 17,0 | 0,98 | 1020 |
| 15 | - | 21,3 | - | - |
| 15 | 3,2 | 21,3 | 1,43 | 700,1 |
| 20 | - | 26,8 | - | - |
| 20 | 3,2 | 26,8 | 1,86 | 536,9 |
| 25 | 4,0 | 33,5 | 2,91 | 343,6 |
| 32 | 4,0 | 42,3 | 3,78 | 264,7 |
| 40 | 4,0 | 48,0 | 4,34 | 230,4 |
| 50 | 4,5 | 60,0 | 6,16 | 162,4 |
| 65 | 4,5 | 75,5 | 7,88 | 126,9 |
| 80 | 4,5 | 88,5 | 9,32 | 107,3 |
| 90 | 4,5 | 101,3 | 10,74 | 93,03 |
| 100 | 5,0 | 114,0 | 13,44 | 74,41 |
| 125 | 5,5 | 140,0 | 18,24 | 54,81 |
| 150 | 5,5 | 165,0 | 21,63 | 46,22 |
Трубы под резьбу
Стальные трубы заводы изготавливают по заказу потребителя. Поэтому размеры: длина, диаметр, толщина стенки, исполнение, могут быть различными. Большим спросом пользуются трубы с нарезанной резьбой. Продукция отличается высокой ценой, но с другой стороны, адаптирована для простого монтажа без сварки.
Резьбу определяют по способу выполнения:
- Методом накатки – наиболее надежный способ, при котором соответствие нормативам учитывается до мелочей. Допустимые отклонения: уменьшение диаметра изнутри на 10 %.
- Наружное нарезание резьбы на изделие.
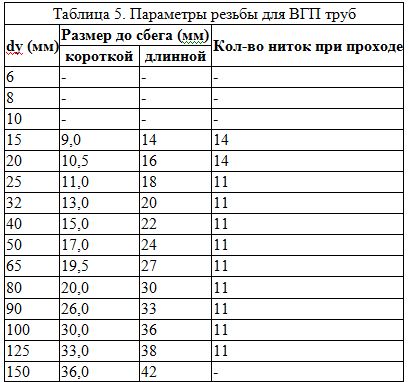
Резьба предусмотрена как длинная, так и короткая. К ней применяют следующие требования (таблица 5).
| dу (мм) | Размер до сбега (мм) | Кол-во ниток при проходе | |
|---|---|---|---|
| короткой | длинной | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 9,0 | 14 | 14 |
| 20 | 10,5 | 16 | 14 |
| 25 | 11,0 | 18 | 11 |
| 32 | 13,0 | 20 | 11 |
| 40 | 15,0 | 22 | 11 |
| 50 | 17,0 | 24 | 11 |
| 65 | 19,5 | 27 | 11 |
| 80 | 20,0 | 30 | 11 |
| 90 | 26,0 | 33 | 11 |
| 100 | 30,0 | 36 | 11 |
| 125 | 33,0 | 38 | 11 |
| 150 | 36,0 | 42 | - |
Отметим, что перечисленные виды труб (усиленные, легкие, обыкновенные) после цинкования становятся тяжелее на 3%, чем изделия из черного металла. Но предельный параметр отклонения массы не должен превышать более чем на 8 % (для партии – 10 %) по ГОСТ.
Технические требования к стальным водогазопроводным трубам
Газоводопроводные трубы изготавливаются исключительно в соответствии с вышеприведёнными нормами. Материалы, используемые для изделий, установлены ГОСТ 380 и 1050. Данная сталь исключает механические и химические примеси. Требования к газопроводным трубам из стали характеризуют по следующим принципам: сварные, с резьбой, оцинкованные, черные.

Сварные трубы из стали
Требования и допуски по ГОСТ к сварным трубам из стали:
- В местах швов – уменьшение до 0,5 мм в диаметре. Только при выполнении изделия способом печной сварки. И если в данных местах есть пологое уплотнение по внутреннему диаметру - до 1 мм.
- Концы изделий, нуждающихся в сварке при толщине стенки от 5 мм, обрабатывают под фаски с углом в 35-40 градусов по направлению к торцу. Торцевое кольцо должно соответствовать ширине (объёму) в 1-3 мм.
- Трубы с dy от 20 мм на поверхности внутренней стенки должны иметь грат в сплющенном или срезанном виде. Высота данного грата - не выше 0,5 мм. С теми же условиями, но при параметрах водогазопроводной трубы с проходом 15 мм и включая изготовление с методом горячего редуцирования – утолщение не выше 0,5 мм.
Стальные трубы с резьбой
Допуски и требования к изделиям из стали с нарезанной резьбой:
- Резьба водогазопроводных труб установлена ГОСТ 6357 (класс В). Должна быть без заусенцев или рваных мест.
- Допускается чернота на местах швов исключительно на участке с резьбой при следующих параметрах: уменьшение высоты резьбы от основной нормы – не более 15 % .
- Длина резьбы может быть уменьшена до 15% (без сбега), по заказу – до 10%.
Оцинкованные трубы стальные
Требования к оцинкованным стальным трубам:
- Если газоводопроводные трубы изготавливаются с цинковым покрытием, то толщина слоя должна быть 30 мкм (не меньше). Но покрытие может отсутствовать на резьбе и торцах изделия.
- Оцинкованная поверхность не должна иметь пузырей, отслоений от основного материала и различных включений (окислы, шихты, гартцинка).
- Покрытие должно быть сплошным.
- Разрешаются редкие неточности в виде флюсовых пятен или следов захвата на поверхности.
- Допускают исправление (повторное нанесение) неоцинкованных участков по ГОСТ 9307. В целом не более 0,5% от всей поверхности.
Неоцинкованные (черные) изделия стальные
Требования к неоцинкованным стальным трубам:
- Муфты изготавливаются по стандарту ГОСТ: 8944, 8954, 8965 и 8966.
- Исключаются трещины, закаты, вздутия или пленка на поверхности изделия.
- Разрешаются мелкие дефекты: следы зачистки, слои окалины, вмятины, риски, рябизна. Но только, если они не увеличивают объем стенки, выходя за минимальную норму, и не препятствуют просмотру.
- Концы ВГП труб срезаются под прямым углом. Размер скоса - не больше двух градусов, а заусенцев - не выше 0,5 мм.
Стойкость газопроводных труб проверяется по следующим показателям:
- Выдержка гидравлического давления:
- для ВГП легких и обыкновенных: 2,4 Мпа (25 кгс/см2);
- для усиленных ВГП: 3,1 Мпа (32 кгс/см2);
- для изделий по спецзаказу: 4,9 Мпа (50 кгс/см2).
- Проверка на изгиб газоводопроводных изделий с различным условным проходом (dy):
- dy до 40 мм – радиус поверхностного диаметра 2,5;
- dy до 50 мм - радиус поверхностного диаметра 3,5.
- Экспертиза на раздачу:
- dy 15 - 50 мм: не меньше 7%;
- dy от 65 мм: не меньше 4%.

Маркировка стальных водогазопроводных труб
Условная маркировка стальной трубы включает информацию о размерах, качестве материала, способе обработки и изготовления. В конце обозначения добавляется номер ГОСТ, согласно которому производится изделие.
Принципы маркировки ВГП труб:
- «20х2,8 ГОСТ 3262-75» (далее без указания ГОСТ и номера). Расшифровка обозначения:
- труба неоцинкованная обыкновенная;
- толщина стенки – 2,8 мм;
- длина – немерная;
- dy – 20 мм (условный проход);
- без резьбы/муфты.
- «М-20х2,8». Расшифровка обозначения:
- неоцинкованная обыкновенная;
- толщина стенки – 2,8 мм;
- резьба отсутствует;
- длина – немерная;
- dy – 20 мм;
- с муфтой.
- «Р-20х2,8-5000». Расшифровка обозначения:
- неоцинкованная обыкновенная;
- толщина стенки – 2,8 мм;
- резьба присутствует;
- длина – мерная (5 м);
- dy – 20 мм;
- без муфты.
- «Ц-Р-20х2,8». Расшифровка обозначения:
- оцинкованная обыкновенная;
- толщина стенки – 2,8 мм;
- резьба присутствует;
- длина – немерная;
- dy – 20 мм;
- без муфты.
- «Ц-Р-20х2,8- 4000». Расшифровка обозначения:
- оцинкованная обыкновенная;
- толщина стенки – 2,8 мм;
- резьба присутствует;
- длина – мерная (4 м);
- dy – 20 мм;
- без муфты.
Примечание:
- буквой «Н» обозначают трубы под накатку с резьбой;
- буква «Д» указывает на изделия с длинной резьбой;
- буквой «П» обозначают ВГП трубы с повышенной точностью при изготовлении.

Правила хранения, транспортировки, упаковки ВГП стальных труб
Водогазопроводные трубы не имеют специфических требований к упаковке. Исключения составляют изделия с d=6…20 мм. Эти газоводопроводные изделия по требованию заказчика упаковывают в бухты.
При транспортировке ВГП труб необходимо придерживаться основного принципа – изделия прочно фиксируют, чтобы исключить потери.
Юлия Петриченко, эксперт
Хранят газоводопроводные трубы, исходя из свойств материала:
- если изделия с оцинкованной поверхностью, то достаточно зафиксировать и накрыть от попадания влаги. Хотя данные трубы характеризуются повышенными антикоррозионными свойствами, в местах, свободных от цинкового покрытия, может проступать ржавчина при повышенной влажности;
- неоцинкованные ВГП изделия хранят в сухом месте, исключая проникновение влаги. Прочно фиксируют.
Какие трубы вы применяете для устройства газо- или водопровода? Каким способом перевозите, упаковываете или храните трубы? Оставляйте в комментариях интересные факты и полезную информацию.