Фасонные изделия воздуховодов гост. Сталь тонколистовая оцинкованная с непрерывных линий
ГОСТ 19904-90. Прокат листовой холоднокатаный.
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,35 до 5,00 мм, рулонах толщиной от 0,35 до 3,50 мм.
1. Ряд размеров проката приведен в табл. 1.
По требованию потребителя допускается устанавливать размеры, отличающиеся от приведенных в табл. 1.
Таблица 1 (размеры в мм)
* Только для листов, развернутая длина рулонов не регламентируется.
2. Прокат подразделяется:
1) по точности изготовления:
по толщине: ВТ - высокая, AT - повышенная, БТ - нормальная;
по ширине: ВШ - высокая, АШ - повышенная, БШ - нормальная (листовой прокат);
по длине (листовой прокат, кроме прокатанного полистно): ВД - высокая, АД - повышенная, БД - нормальная;
2) по плоскостности (листовой прокат): ПО - особо высокая, ПВ - высокая, ПУ - улучшенная, ПН - нормальная;
3) по характеру кромки: О - обрезная, НО - необрезная.
3. Размеры изготовляемого проката: в листах - приложение 1; в рулонах - приложение 2.
Сортаментные характеристики и их сочетания, оговариваемые в заказе - приложение 3.
4. Предельные отклонения по толщине проката не должны превышать приведенных в табл. 2.
Таблица 2
|
Толщ., мм |
Предельные отклонения по толщине проката, мм |
|||||||||||
|
До 1000 включ. |
Св. 1000 до 1500 |
Св. 1000 до 2000 |
Св. 2000 до 2350 |
|||||||||
|
Выс. точн., +/- |
Пов. точн., +/- |
Норм. точн., +/- |
Выс. точн., +/- |
Пов. точн., +/- |
Норм. точн., +/- |
Выс. точн., +/- |
Пов. точн., +/- |
Норм. точн., +/- |
Выс. точн., +/- |
Пов. точн., +/- |
Норм. точн., +/- |
|
4.1. По требованию потребителя предельные отклонения по толщине проката повышенной точности шириной свыше 1500 до 2000 мм не должны превышать значений, приведенных в табл. 3.
Таблица 3 (размеры в мм)
5. Разнотолщинность проката в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине.
6. Предельные отклонения по ширине проката с необрезной кромкой должны быть не более +20 мм.
7. Предельные отклонения по ширине проката с обрезной кромкой не должны превышать значений, приведенных в табл. 4.
Таблица 4 (размеры в мм)
7.1. По требованию потребителя предельные отклонения по ширине проката с обрезной кромкой повышенной и нормальной точности шириной свыше 1000 мм не должны превышать значений, приведенных в табл. 5.
Таблица 5 (размеры в мм)
7.2. Предельные отклонения по ширине проката с обрезной кромкой, прокатанного полистно, не должны превышать, мм:
6 - при ширине до 1000 мм;
10 - при ширине св. 1000 до 1500 мм;
15 - при ширине св. 1500 мм.
8. Предельные отклонения по длине листов не должны превышать значений, приведенных в табл. 6.
Таблица 6 (размеры в мм)
Предельные отклонения по длине листового проката, прокатанного полистно, не должны превышать, мм:
10 - при длине листов до 1500 мм;
15 - при длине листов св. 1500 мм.
8.1. По требованию потребителя предельные отклонения по длине листов не должны превышать, мм:
6 - при длине св. 1500 до 2000 мм (повышенной точности изготовления);
0,003 номинальной длины - при длине св. 2000 мм (повышенной точности изготовления);
6 - при длине до 1500 мм (нормальной точности изготовления).
9. Предельные отклонения от плоскостности листов на 1 м длины не должны превышать значений, приведенных в табл. 7.
Таблица 7 (размеры в мм)
Для проката нормальной плоскостности шириной свыше 1800 мм отклонения от плоскостности не должны превышать 20 мм.
Отклонения от плоскостности, приведенные в табл. 7, распространяются на листы с временным сопротивлением, не превышающим 690 Н/м²м (70 кгс/м²м). Для листов с временным сопротивлением, превышающим 690 Н/м²м (70 кгс/м²м), нормы отклонения от плоскостности устанавливаются в нормативно-технической документации на конкретный вид проката.
10. По требованию потребителя проводят контроль волнистости проката.
Нормы устанавливаются в нормативно-технической документации на конкретный вид продукции.
11. Серповидность проката не должна превышать 3 мм на длине 1 м.
По требованию потребителя серповидность листового проката с обрезной кромкой не должна превышать 2 мм на длине 1 м.
12. Листовой прокат с обрезной кромкой должен быть обрезан под прямым углом. Серповидность, косина реза и (или) отклонение от угла не должны выводить листы за номинальный размер.
13. Телескопичность рулонного проката не должна превышать значений, приведенных в табл. 8.
Таблица 8 (размеры в мм)
По требованию потребителя для проката толщиной до 2,5 мм телескопичность не должна превышать 30 мм для рулонов шириной до 1000 мм и 50 мм - шириной свыше 1000 мм.
Превышение одного внутреннего или наружного витка рулона над остальными не является телескопичностью.
14. Каждый рулон может состоять не более чем из двух кусков (отдельных или соединенных сварным швом).
Отношение длин кусков в рулоне должно быть не менее 1:5. По требованию потребителя рулонный прокат из коррозионно-стойких, жаростойких и жаропрочных марок сталей может состоять не более чем из пяти кусков (отдельных или соединенных сварным швом).
15. Внутренний диаметр рулона должен быть от 500 до 1000мм.
16. Масса рулона должна быть от 1,5 до 20 т.
17. Толщину листового проката измеряют на расстоянии не менее 100 мм от торцов и не менее 40 мм от кромок; рулонного - на расстоянии не менее 40 мм от кромок и не менее 2 м от конца.
18. Ширину рулонного проката измеряют на расстоянии не менее 2 м от конца, листового - в любом сечении по длине.
19. Длину листового проката измеряют в любом сечении по ширине.
20. Контроль формы проката - по ГОСТ 26877.
Контроль размеров проводят универсальными или специальными средствами измерений с точностью, обеспечивающей воспроизведение размеров и предельных отклонений проката, установленных настоящим стандартом. Допускается изготовителю контроль серповидности не производить. Разнотолщинность измеряют по требованию потребителя.
ПРИЛОЖЕНИЕ 2 +*
- Изготовляется из низкоуглеродистых марок стали.
ПРИЛОЖЕНИЕ 3 (справочное).
Сортаментные характеристики, оговариваемые в заказе.
1. Форма поставки проката по размерам оговаривается изготовителем в заказе.
2. Устанавливается четыре формы поставки проката.
3. При заказе рулонов по любой форме длина не оговаривается.
4. Размеры проката по конкретным формам поставки:
ф I - с указ. толщины, ширины и длины в соотв. с табл. 1, Приложением 1 и 2;
ф II - с указ. толщины в соотв. с табл. 1;
ф III - с указ. толщины и кратных размеров по ширине и длине в соотв. с табл. 1;
ф IV - с указ. толщины в соотв. с табл. 1 и мерных размеров с шагом по ширине 10 мм и по длине 50 мм.
ГОСТ 8468-81
Группа Д45
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВОЗДУХОВОДЫ СИСТЕМ ВЕНТИЛЯЦИИ
И КОНДИЦИОНИРОВАНИЯ ВОЗДУХА СУДОВ
Основные размеры
Air ducts of ship ventilation and air
conditioning systems. Main dimensions
Срок действия с 01.01.1983
до 01.01.1998*
________________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год). - Примечание "КОДЕКС".
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 17 февраля 1981 г. N 795
ВЗАМЕН ГОСТ 8468-66
1. Настоящий стандарт устанавливает условные проходы и наружные размеры поперечных сечений круглых и прямоугольных воздуховодов, деталей их соединений и патрубков арматуры и оборудования (далее - воздуховодов) систем вентиляции и кондиционирования воздуха, а также патрубков механизмов, приборов, аппаратов, контейнеров и других изделий, к которым присоединяются воздуховоды указанных систем кораблей, судов и плавсредств.
Стандарт полностью соответствует СТ СЭВ 254-76.
2. Наружные размеры круглых () и прямоугольных () воздуховодов в зависимости от условных проходов должны соответствовать указанным в таблице.
Условный проход | ||
85х165 |
||
85х255 |
||
85х355 |
||
105х355 |
||
156х356 |
||
156х536 |
||
196х556 |
||
247х557 |
||
300х740 |
||
360х890 |
||
510х1130 |
||
640х1410 |
||
Примечание. Условные проходы, обозначенные знаком "*", при новом проектировании применяют в обоснованных случаях и по согласованию с базовой организацией по стандартизации.
3. Толщины стенок воздуховодов в зависимости от условных проходов приведены в рекомендуемом приложении.
Толщина стенок воздуховодов
Условный проход | Толщина стенок |
От 32 до 700 | |
Примечания:
1. В обоснованных случаях толщина стенок может быть уменьшена до 0,5 мм.
3. Указанные толщины стенок рекомендуется при избыточных давлениях до 0,07 МПа для круглых и до 0,03 МПа для прямоугольных воздуховодов.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1981
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки - ХШ,
для холодного профилирования - ХП,
под окраску (дрессированная) - ПК,
общего назначения - ОН;
по способности к вытяжке
(сталь группы
X
Ш) на категории
нормальной вытяжки - Н,
глубокой вытяжки - Г,
весьма глубокой вытяжки - ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью - HP,
с уменьшенной разнотолщинностью - УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации - КР,
без узора кристаллизации - МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90 .
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97 . Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1 a
|
Оцинкованная сталь |
Марка холоднокатаной стали для изготовления оцинкованной стали |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Группа |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ХШ |
Н, Г |
ГОСТ 380-94 , ГОСТ 9045-93 и ГОСТ 1050-88 |
Марки стали с химическим составом по ГОСТ 9045-93 , а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора - не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора - не более 0,025 % |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ХШ |
ВГ |
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине. 3.4 - 3.4.2. (Измененная редакция, Изм. № 2) . 3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки. 3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки. 3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску. (Измененная редакция, Изм. № 2). 3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П - не более 16, для класса 1 - не более 10, для класса 2 - не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1. Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П - не более 12, класса 1 - не более 8 и класса 2 - не более 3 мкм. (Измененная редакция, Изм. № 1, 2). 3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца. 3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Примечание . Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89. При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают. 3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
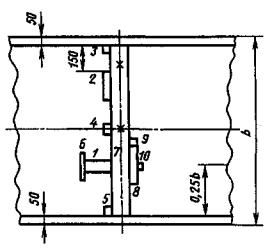
Примечания: 1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89. 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм. 3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм , а глубина сферической лунки - на 0,2 мм больше норм . 3.10 - 3.10.2. (Измененная редакция, Изм. № 2). 3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г. Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г - в пределах трех смежных номеров. 3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется. 3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г. Таблица 1г Примечание . Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89. (Измененная редакция, Изм. № 2). 3.14. (Исключен, Изм. № 2). 4. ПРАВИЛА ПРИЕМКИ4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества. Масса партии не должна превышать сменного производства агрегата. (Измененная редакция, Изм. № 2). 4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя. Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества. 4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии. 4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии. 4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94 . 5. МЕТОДЫ ИСПЫТАНИЙ5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов. 5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и . Схема вырезки образцов для испытаний ( b - ширина листа)
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке. 5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля. 6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ6.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-94 с дополнениями. 6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание. По требованию потребителя оцинкованную сталь не консервируют. При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна. 6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки. Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации. К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´ 80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм - 2 шт.; свыше 1200 мм - соответственно 3 шт. и 2 шт. 6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона. 6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94 . При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94 . Для обвязки применяют металлическую ленту толщиной 1,2 - 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73 , ГОСТ 6009-74 или другой нормативно-технической документации. Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно - 6,2 и 1 м. 6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т. 6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи. 6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС. 6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69 , исключающим совместное нахождение с химически активными веществами. Разд. 6. (Измененная редакция, Изм. № 2). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
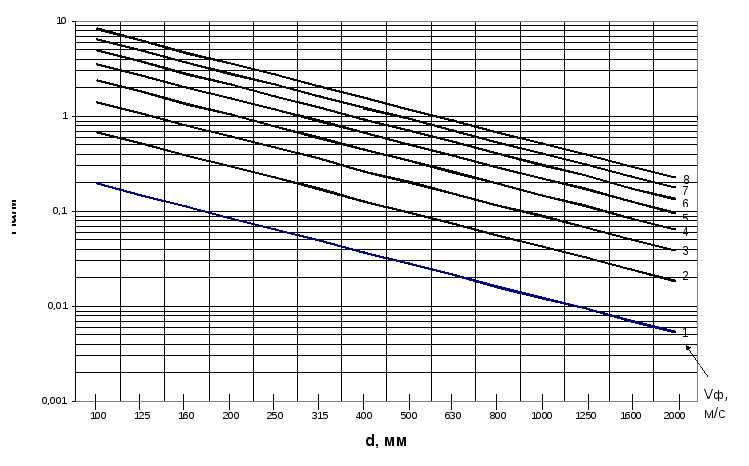
Номограмма для быстрого подбора диаметра приведена на рисунке ниже. Способ пользования номограммой показан стрелками. Промежуточные диаметры не подписаны.
Если предусматриваются квадратные
воздуховоды, вычисляется сторона
квадрата
 ,
мм, которая округляется до 50 мм. Минимальный
размер стороны равен 150 мм, максимальный
– 2000 мм. При использовании номограммы
получаемый по ее данным ориентировочный
диаметр следует умножить на
,
мм, которая округляется до 50 мм. Минимальный
размер стороны равен 150 мм, максимальный
– 2000 мм. При использовании номограммы
получаемый по ее данным ориентировочный
диаметр следует умножить на .
При необходимости применения прямоугольных
воздуховодов размеры сторон подбираются
также по ориентировочному сечению, т.е.
чтобыa×b≈f ор, но с учетом
того, что отношение сторон, как правило,
не должно превышать 1:3. Минимальное
прямоугольное сечение составляет
100×150 мм, максимальное – 2000×2000, шаг – 50
мм, так же, как и у квадратных.
.
При необходимости применения прямоугольных
воздуховодов размеры сторон подбираются
также по ориентировочному сечению, т.е.
чтобыa×b≈f ор, но с учетом
того, что отношение сторон, как правило,
не должно превышать 1:3. Минимальное
прямоугольное сечение составляет
100×150 мм, максимальное – 2000×2000, шаг – 50
мм, так же, как и у квадратных.
2.2. Расчет аэродинамических сопротивлений.
После выбора диаметра или размеров
сечения уточняется скорость воздуха:
 ,
м/с, гдеf ф –
фактическая площадь сечения, м 2 .
Для круглых воздуховодов
,
м/с, гдеf ф –
фактическая площадь сечения, м 2 .
Для круглых воздуховодов ,
для квадратных
,
для квадратных ,
для прямоугольныхм 2 . Кроме того, для прямоугольных
воздуховодов вычисляется эквивалентный
диаметр
,
для прямоугольныхм 2 . Кроме того, для прямоугольных
воздуховодов вычисляется эквивалентный
диаметр ,
мм. У квадратных эквивалентный диаметр
равен стороне квадрата.
,
мм. У квадратных эквивалентный диаметр
равен стороне квадрата.
Можно также воспользоваться приближенной
формулой
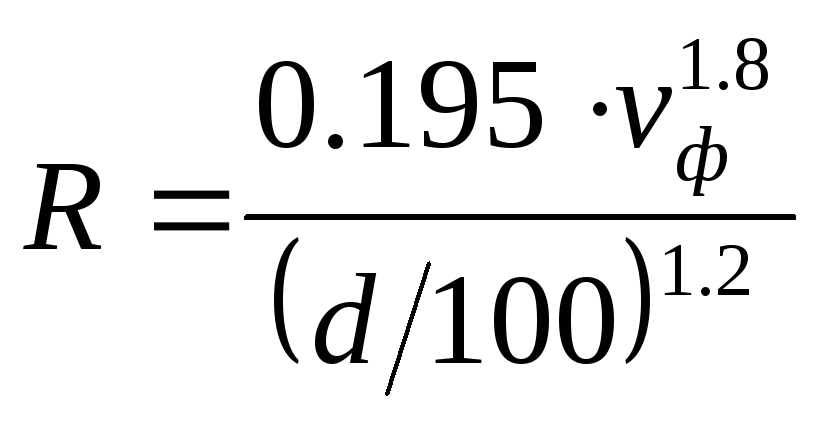 .
Ее погрешность не превышает 3 – 5%, что
достаточно для инженерных расчетов.
Полные потери давления на трение для
всего участкаRl, Па,
получаются умножением удельных потерьRна длину участкаl.
Если применяются воздуховоды или каналы
из других материалов, необходимо ввести
поправку на шероховатость β ш. Она
зависит от абсолютной эквивалентной
шероховатости материала воздуховода
К э и величиныv ф.
.
Ее погрешность не превышает 3 – 5%, что
достаточно для инженерных расчетов.
Полные потери давления на трение для
всего участкаRl, Па,
получаются умножением удельных потерьRна длину участкаl.
Если применяются воздуховоды или каналы
из других материалов, необходимо ввести
поправку на шероховатость β ш. Она
зависит от абсолютной эквивалентной
шероховатости материала воздуховода
К э и величиныv ф.
Абсолютная эквивалентная шероховатость материала воздуховодов :
Значения поправки βш :
|
β ш при значениях К э, мм |
||||
Для стальных и винипластовых воздуховодов β ш = 1. Более подробные значения β ш можно найти в таблице 22.12 . С учетом данной поправки уточненные потери давления на трениеRlβ ш, Па, получаются умножениемRlна величину β ш.
Затем определяется динамическое давление
на участке
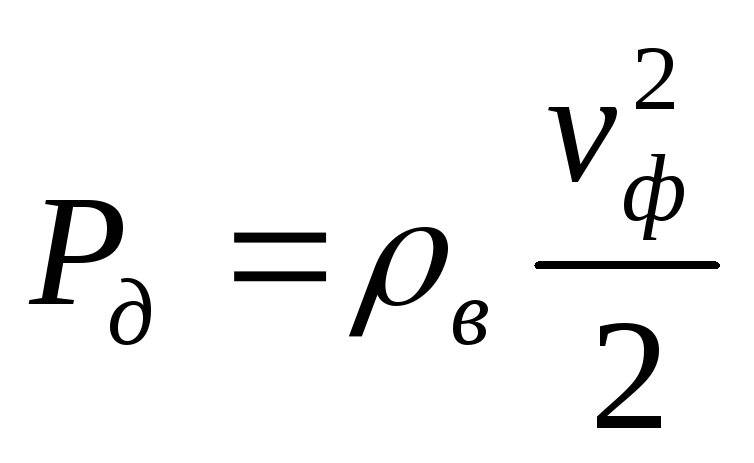 ,
Па. Здесь ρ в – плотность
транспортируемого воздуха, кг/м 3 .
Обычно принимают ρ в = 1.2 кг/м 3 .
,
Па. Здесь ρ в – плотность
транспортируемого воздуха, кг/м 3 .
Обычно принимают ρ в = 1.2 кг/м 3 .
|
ВЕДОМОСТЬ КМС СИСТЕМЫ ВЕНТИЛЯЦИИ (КОНДИЦИОНИРОВАНИЯ ВОЗДУХА) |
|||
|
№ уч-ка |
Местные сопротивления | ||
В колонку «местные сопротивления» записываются названия сопротивлений (отвод, тройник, крестовина, колено, решетка, плафон, зонт и т.д.), имеющихся на данном участке. Кроме того, отмечается их количество и характеристики, по которым для этих элементов определяются значения КМС. Например, для круглого отвода это угол поворота и отношение радиуса поворота к диаметру воздуховода r/d, для прямоугольного отвода – угол поворота и размеры сторон воздуховодаaиb. Для боковых отверстий в воздуховоде или канале (например, в месте установки воздухозаборной решетки) – отношение площади отверстия к сечению воздуховодаf отв /f о. Для тройников и крестовин на проходе учитывается отношение площади сечения прохода и стволаf п /f с и расхода в ответвлении и в стволеL о /L с, для тройников и крестовин на ответвлении – отношение площади сечения ответвления и стволаf п /f с и опять-таки величинаL о /L с. Следует иметь в виду, что каждый тройник или крестовина соединяют два соседних участка, но относятся они к тому из этих участков, у которого расход воздухаLменьше. Различие между тройниками и крестовинами на проходе и на ответвлении связано с тем, как проходит расчетное направление. Это показано на следующем рисунке.
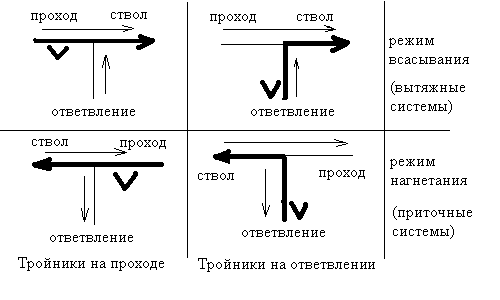
Здесь расчетное направление изображено жирной линией, а направления потоков воздуха – тонкими стрелками. Кроме того, подписано, где именно в каждом варианте находится ствол, проход и ответвление тройника для правильного выбора отношений f п /f с,f о /f с иL о /L с. Отметим, что в приточных системах расчет ведется обычно против движения воздуха, а в вытяжных – вдоль этого движения. Участки, к которым относятся рассматриваемые тройники, обозначены галочками. То же самое относится и к крестовинам. Как правило, хотя и не всегда, тройники и крестовины на проходе появляются при расчете основного направления, а на ответвлении возникают при аэродинамической увязке второстепенных участков (см. ниже). При этом один и тот же тройник на основном направлении может учитываться как тройник на проход, а на второстепенном – как на ответвление с другим коэффициентом.
Примерные значения ξ для часто встречающихся сопротивлений приведены ниже. Решетки и плафоны учитываются только на концевых участках. Коэффициенты для крестовин принимаются в таком же размере, как и для соответствующих тройников.
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Изготовители ОАО "Сантехпром"
Код ОКП 4863677101
Характеристики
Технические характеристики Толщина металла до 1,2 мм (Согласно ГОСТ 14918-80)
Описание Воздуховоды – это вентиляционное оборудование, используемое для перемещения воздуха. Согласно ГОСТ 14918-80 воздуховоды изготавливаются из тонколистовой холоднокатаной оцинкованной стали толщиной 0,5-1,0 мм, с транспортировкой воздуха до 80°С и относительной влажностью до 60%. Воздуховоды из листовой стали прямоугольного и круглого сечения изготавливаются по видам и размерному ряду
Применение Воздуховоды используются в системах вентиляции и кондиционирования .

Воздуховод металлический из оцинкованной стали круглый спирально-замковый ГОСТ 14918-80
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Код ОКП 486300
Характеристики
Описание Круглые спирально-замковые воздуховоды изготавливаются из оцинкованной металлической ленты шириной 137 мм и толщинами 0,5 мм, 0,55 мм, 0,7 мм, 0,9 мм, 1,0 мм. В зависимости от размеров воздуховодов меняется толщина металла. На толщину используемого металла может повлиять наличие ребер жесткости. Воздуховоды изготавливаются в соответствии с требованиями СНиП 41-01-2003 на стане Spiro Tubeformer 16.02 Швейцарской фирмы Spiro International Group, без нарушения цинкового покрытия. Герметичность всех деталей - класс «П» (плотные). Прямые части круглых спирально - фальцевых воздуховодов изготавливаются стандартной длины L=3000 мм и L=6000 мм. Допустимое отклонение по длине + 5 мм. По отдельному запросу возможна поставка прямых частей воздуховодов произвольной длины
Воздуховод металлический из оцинкованной стали прямоугольный ГОСТ 14918-80
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Изготовители ЗАО Фирма "Сакта"
Код ОКП 486300
Характеристики
Описание Воздуховоды изготавливаются в соответствии с требованиями СНиП 41-01-2003 на стане Spiro Tubeformer 16.02 Швейцарской фирмы Spiro International Group, без нарушения цинкового покрытия. Герметичность всех деталей - класс «П» (плотные). Прямые части круглых спирально - фальцевых воздуховодов изготавливаются стандартной длины L=3000 мм и L=6000 мм. Допустимое отклонение по длине + 5 мм. По отдельному запросу возможна поставка прямых частей воздуховодов произвольной длины
Применение Воздуховоды используются в системах вентиляции и кондиционирования.
Воздухораспределитель вихревого типа ВКС ТУ 400-28-26
Общие сведения
Марка (тип) ВКС
ГОСТ, ТУ ТУ 400-28-26
Изготовители ОАО "Сантехпром"
Разработчик ОАО "Сантехпром"
Код ОКП 4863610001
Характеристики
Применение Предназначены для подачи приточного воздуха в помещения компактными струями.
Воздухораспределитель соплового типа ВПС ВПС-400 УГ ТУ 400-28-26
Общие сведения
Марка (тип) ВПС-400 УГ
ГОСТ, ТУ ТУ 400-28-26
Изготовители ОАО "Сантехпром"
Разработчик ОАО "Сантехпром"
Код ОКП 4863610002
Характеристики
Описание Воздух подается основными и направляющими струями. Основные компактные струи создаются небольшим числом обычных воздухораспределительных решеток, через которые 70-90% всего подаваемого воздуха выпускается с маленькой начальной скоростью (до 4 м/с). Дополнительные горизонтальные и вертикальные сопла, расположенные вдоль оси основной струи, создают дополнительные направляющие струи, имеющие большую начальную скорость.
Применение Предназначены для раздачи воздуха с высоким скоростями истечения (до 30-40м/с)

Гибкая вставка, D 1000 мм; D 1250 мм; D 250 мм; D 315 мм; D 400 мм; D 500 мм; D 630 мм; D 800 мм
Общие сведения
Марка (тип) Тип В
Диаметр, мм 1 000
Изготовители ЗАО Фирма "Сакта"
Разработчик Филиал "Сакта" ЗАО "Моспромстрой"
Код ОКП 486369
Характеристики
Описание Номер вентилятора - 10. Сечение - круглое
Применение Предназначена для предотвращения передачи механических колебаний и вибрационных шумов от вентилятора к воздуховоду, а также может использоваться для обеспечения герметичного гибкого соединения воздуховодов
Воздуховод из тонколистовой оцинкованной стали круглого сечения, D до 1250 мм; D до 200 мм; D до 450 мм; D до 800 мм
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Изготовители ОАО "Сантехпром"
Код ОКП 4863657102
Характеристики
Технические характеристики Толщина металла до 1,2 мм (Согласно ГОСТ 14918-80). Длина согласно проектной документации
Описание Воздуховоды – это вентиляционное оборудование, используемое для перемещения воздуха. Согласно ГОСТ 14918-80 воздуховоды изготавливаются из тонколистовой холоднокатаной оцинкованной стали толщиной до 1,2 мм, с транспортировкой воздуха до 80°С и относительной влажностью до 60%. Воздуховоды из листовой стали прямоугольного и круглого сечения изготавливаются по видам и размерному ряду
Применение Воздуховоды используются в системах вентиляции и кондиционирования.
От: